Download - GOST ГОСТ 2679
Catalogue des alésages d’entraînements standards sous forme pdf (500kb)



Il s’agit de l’acier allié à coupe rapide comprenant tungstène, vanadium et molybdène. Grâce à ces éléments alliés, les scies circulaires ont des hautes qualités mécaniques et en même temps elles ont aussi la haute qualité de la dureté. La structure martensitique fait augmenter la résistance de la lame contre la rupture et la fatigue de matériaux grâce au taux de 5% du molybdène. Le taux de tungstène rend meilleur la dureté de la lame et ne forme que les carbures très durs mais il cesse la croissance de grain du matière. Sauf cela, il fait augmenter la résistance au frottement aux températures de fonctionnement. Le vanadium participe aussi sur l’augmentation de carbures durs et fait augmenter la résistance au frottement de l’outil.
| Composition chimique HSS/Dmo5 v % | ||||||
| C | Si | Mn | Cr | Mo | V | W |
| 0,90 | 0,25 | 0,3 | 4,1 | 5,0 | 1,8 | 5,4 |
Cette acier allié à coupe rapide est allié par le tungstène et molybdène et aussi par le cobalt. La différence entre l’acier HSS/Dmo5 et l’acier allié à coupe rapide consiste sur le taux de 5% du cobalt, qui fait éliminer la croissance de grains aux températures de fonctionnement et fait augmenter la puissance de coupe. Ces qualités sont nécessairess pour la coupe productive de matériaux durs p.ex. l’acier en inox ou l’acier avec la dureté supérieure.
| Composition chimique type HSS/Emo5 v % | |||||||
| C | Si | Mn | Cr | Mo | V | W | Co |
| 0,92 | 0,4 | 0,3 | 4,1 | 5,0 | 1,9 | 6,4 | 4,8 |

Nous livrons les scies circulaires GSP avec les géométries mentionnées ci-dessous, qui nécessitent la coupe convenable de l’acier et de ses alliages.
| La géométrie tranchante standards de fraises-scies | ||
| La qualité de l’acier dont est fabriquée la scie circulaire |
Angle de coupe - γ
" ° " |
Angle de dépouille - α
" ° " |
| HSS/Dmo5 | 18° | 8° |
| HSS/Emo5 | 12° | 6° |
Nous recommandons les scies circulaires pour la coupe de matériaux spécifiques en grande séries, qui ont les géométries tranchantes affûtées et qui sont nécessaire pour le sorte de matière concret. Nous citons la liste suivante ci-dessous:
| Géométrie de coupe recommandée pour les matériaux spécifiques | |||
| Type de matériau à découper | Force | Angle de coupe - γ | Angle de dépouille - α |
| N/mm2 | " ° " | " ° " | |
| Aciers de coupe | 350 - 500 | 20° | 8° |
| Acier trempé | 500 - 750 | 18° | 8° |
| Acier à haute résistance (HSS) | 700 - 950 | 15° | 8° |
| Acier très dur | 950 - 1050 | 12° | 8° |
| Aciers pour la chaleur | 950 - 1300 | 10° | 8° |
| L'acier austénitique (acier inoxydable) | 500 - 800 | 12° | 8° |
| Aluminium allié | 90 - 200 | 12° | 8° |
| L'aluminium et ses alliages | 200 - 400 | 22° | 10° |
| Les alliages d'aluminium contenant jusqu'à 5% | 300 - 500 | 20° | 8° |
| Cuivre | 200 - 400 | 20° | 10° |
| Phosphor bronze | 400 - 600 | 15° | 8° |
| Bronzes durs | 600 - 900 | 12° | 8° |
| Brass | 200 - 400 | 16° | 16° |
| Brass de laiton | 400 - 700 | 12° | 16° |
| Alliages de titane | 300 - 800 | 18° | 8° |
Nos recommandations pour la vitesse périphérique et la vitesse d’avancement sont mentionnées ci-dessous conformément aux matériaux de coupe. Les valeurs récomandées pour la vitesse de coupe et de l’avancement.
| Les valeurs recommandées pour la vitesse de coupe et l'avance | ||||
| Type de matériau à découper | Force | Vitesse périphérique | Avance par dent | Groupe |
| N/mm2 | vc m/min. | (mm) | " ° " | |
| Aciers de coupe | 350 - 500 | 25 - 50 | 0,03 - 0,06 | 1 |
| Acier trempé | 500 - 750 | 15 - 30 | 0,03 - 0,04 | 2 |
| Acier à haute résistance (HSS) | 700 - 950 | 10 - 20 | 0,02 - 0,03 | 3 |
| Acier très dur | 950 - 1050 | 10 - 15 | 0,02 - 0,03 | 4 |
| Aciers pour la chaleur | 950 - 1300 | 5 - 10 | 0,01 - 0,03 | 5 |
| L'acier austénitique (acier inoxydable) | 500 - 800 | 10 - 20 | 0,01- 0,03 | 3 |
| Fonte grise | 100 - 400 | 1000 - 2000 | 0,04 - 0,09 | 6 |
| L'aluminium et ses alliages | 200 - 400 | 500 - 1000 | 0,03 - 0,07 | 7 |
| Les alliages d'aluminium contenant jusqu'à 5% | 300 - 500 | 120 - 200 | 0,03 - 0,07 | 8 |
| Cuivre | 200 - 400 | 100 - 400 | 0,04 - 0,06 | 9 |
| Phosphor bronze | 400 - 600 | 100 - 400 | 0,04 - 0,06 | 9 |
| Phosphor bronze | 600 - 900 | 40 - 120 | 0,04 - 0,06 | 10 |
| Brass | 200 - 400 | 400 - 600 | 0,04 - 0,08 | 11 |
| Brass de laiton | 400 - 700 | 150 - 500 | 0,04 - 0,06 | 12 |
| Fonte grise | 100 - 400 | 15 - 25 | 0,04 - 0,05 | 13 |
| Alliages de titane | 300 - 800 | 25 - 50 | 0,03 - 0,04 | 1 |
| Poutres et profilés - paroi 0,1 d | 300 - 600 | 15 - 20 | 0,03 - 0,06 | 14 |
| Profilés et tubes - 0,025 mur d | 300 - 600 | 25 - 50 | 0,03 - 0,06 | 1 |
Le bon choix de la vitesse périphérique et de la vitesse d’avancement est nécessaire pour l’optimisation du processus de la coupe. Il faut respecter la cohérence étroite entre ces deux vitesses. Si la vitesse périphérique est en rapport avec l’avancement trop élevé, la pièce découpée nécessitera plutôt polir que couper. Dans le cas contraire, la fraise-scies reste un peu de temps pour arriver à éliminer les copeaux de l’espace interdentaire au moment de la grande vitesse de l’avancement en rapport avec la vitesse périphérique et il est possible qu’elle se casse.
La vitesse périphérique (V) qui est mesuré en mètres/minute, il ne faut pas la confondre avec le nombre de tours/minute (RPM). Vous pouvez vous servir de la formule suivante pour assurer le nombre nécessaire de tours pour le réglage de la machine. :
RPM = V x 1000 / D x 3,14


Le tableau à gauche comporte aussi les valeurs récommandées pour l’avance par dent. Cette valeur nous permet d’apprendre le nombre total de l’avance qui devrait être réglé sur la machine. La formule suivante sert à faire le calcul:
At = Az x Z x RPM
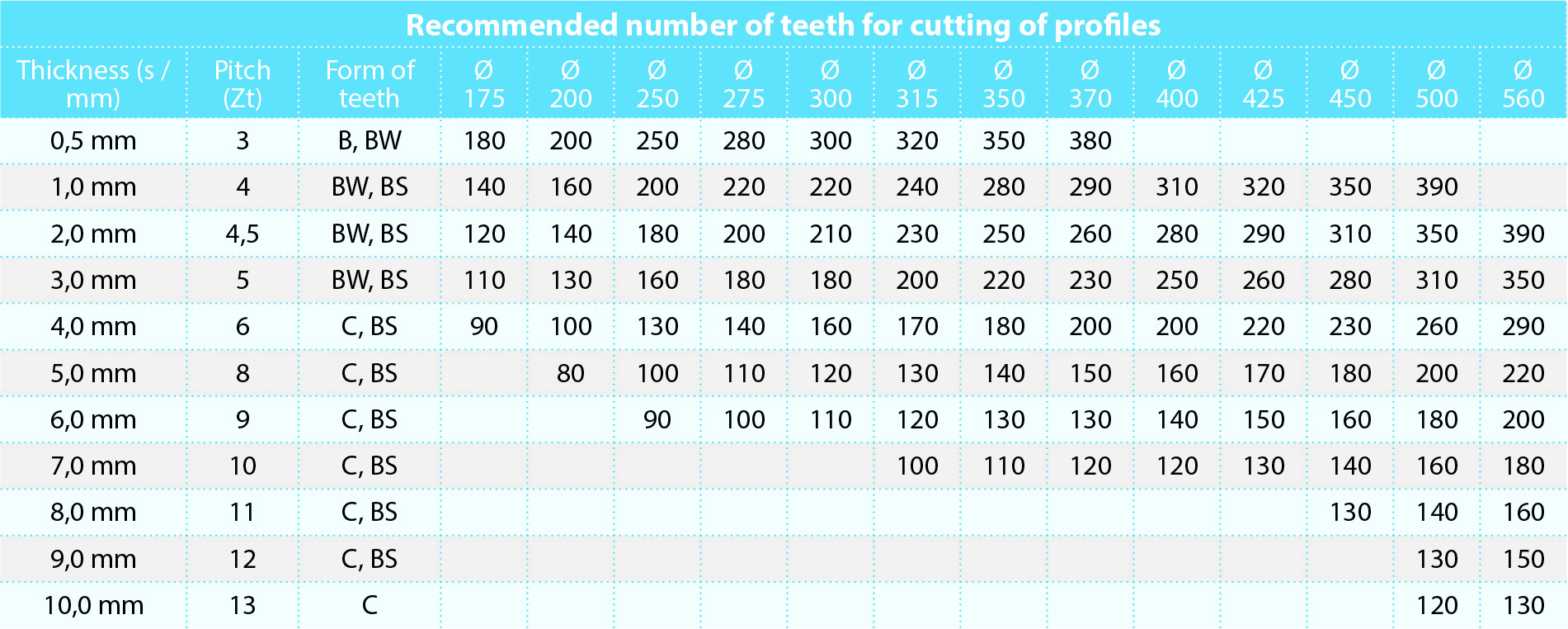
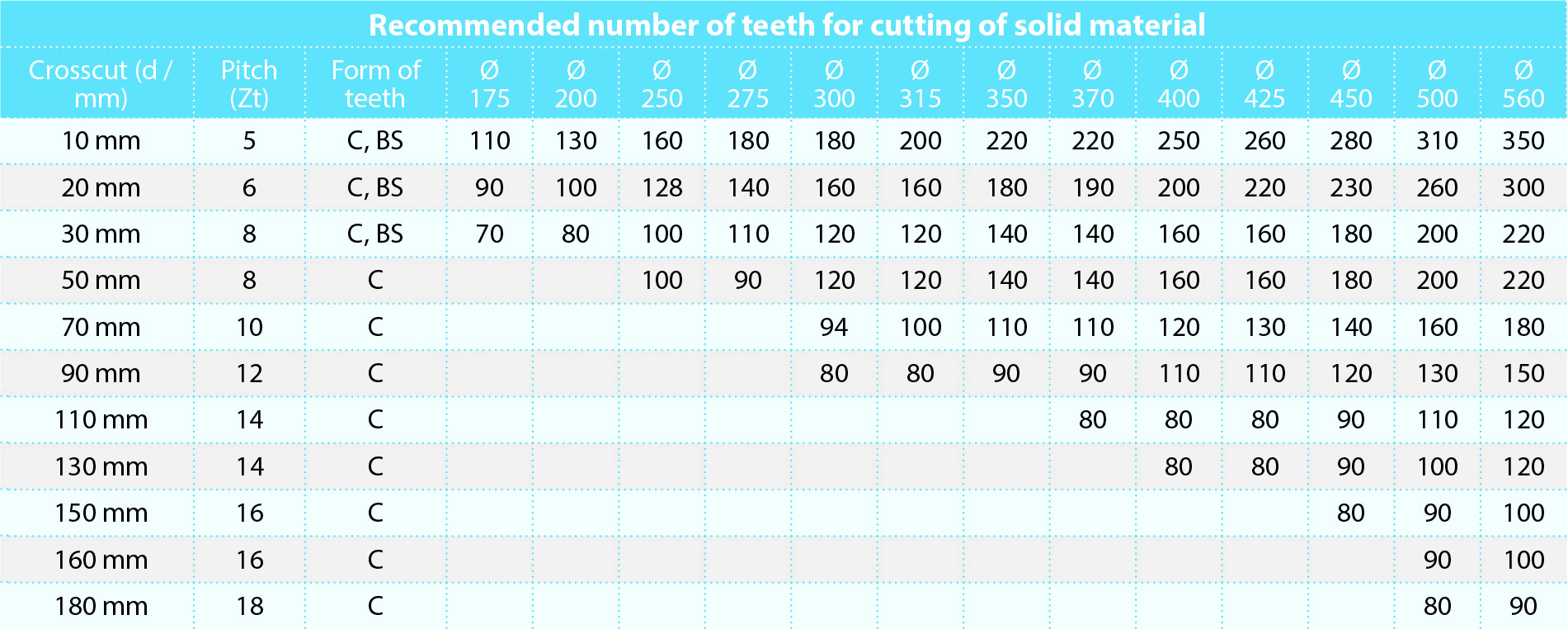
Les nombre recommandés de dents et formes des dentures pour la coupe de profilés en creux et de matièriaux pleins.
| Materials | Cooling liquids |
Cutting speed
Vc = m/min |
Feed per tooth
fz = mm/Z |
| Steel up to 500 N/mm² | Emulsion 1:20 | 100 - 80 | 0,010 - 0,030 |
| Steel up to 800 N/mm² | Emulsion 1:15 | 50 - 90 | 0,007 - 0,025 |
| Steel up to 1300 N/mm² | Emulsion 1:12 | 30 - 50 | 0,005 - 0,020 |
| Stainless steels | Emulsion 1:10 | 30 - 70 | 0,005 - 0,015 |
| Alloyed tool steels | Emulsion 1:10 | 15 - 40 | 0,005 - 0,012 |
| Titanium alloys | Cutting oil | 35 - 55 | 0,003 - 0,008 |
| Cast irons | Dry cutting | 30 - 90 | 0,005 - 0,010 |
| Copper | Emulsion or spray cooling | 200 - 500 | 0,020 - 0,040 |
| Brass | Emulsion or spray cooling | 300 - 500 | 0,010 - 0,040 |
| Aluminium | Emulsion or spray cooling | 400 - 2000 | 0,010 - 0,040 |
Les données recommandées dans ce tableau servent uniquement de guide.

Il s’agit de finition par l’oxydation CO2 où les fraises-scies sont travaillées encore une fois avec un traitement vapeur à la température 550°C qui évite le collage et améliore la lubrification. Au cours du traitement la finition fine se fait avec la dureté de 900HV. Grâce à la déblocage de tension , les fraises-scies auront l’élasticité plus élevée qui évite leur cassure. Les pores microscopiques garantit un meilleur acheminement du liquide réfrigérant. Cette finition est convenable pour les usages. A l’exception de la tronçonnage de l’aluminium, du cuivre, du laiton et de leur alliage.

Les scies circulaires équipées de revêtements TIN (titane-nitrure) remportent une haute micro-dureté qui permet leur usage pour la coupe de matériaux avec la haute résistance. Cette surface permet la coupe de l’acier allié moyen et de l’acier dur. Les qualités de la surface permettent l’augmentation de la vitesse périphérique et de la vitesse de l’avance de plus que 50% et cela fait baisser le nombre de cycle de travail.

Ce revêtement constitue la coupe de matériaux avec la grande résistance de traction, l’acier en inox et les matériaux de résistance au frottement p.ex. fonte et laiton. La qualité importante du revêtement est sa résistance à hautes températures, c’est pourquoi on l’utilise à la coupe à sec ou à la coupe avec le refroidissement insuffisant. Ce revêtement satisfait aussi les grandes vitesses périphériques..

Le PVD revêtement avec le coefficient bas de friction contre l‘acier. Il fait des coupes franches et évite les recharges par soudage à froid au moment de la coupe à vitesse périphérique. Il fait ces coupes aussi à l’avance de matières durs comme l’acier, cuivre et laiton, dont il est normal d’avoir la recharge par soudage lors de l’usinage de ces matériaux. Le revêtement permet d’augmenter la vitesse périphérique et la vitesse d’avance plus de 100% par contre aux valeurs de scies circulaires sans les revêtements.

Le coefficient très bas de friction prétend les scies circulaires avec le revêtement GRAYSKIN à la coupe de matériaux qui ont la tendance de se coller dans la coupe sur les côtés latéraux de l’outil (collage). Il s‘agit surtout de laiton, bronze, cuivre et alliage d’aluminium. Il est possible de mettre le revêtement aux couches plus épaisses jusqu’à l’épaisseur de 7μm.
Sauf les PVD revêtements standards, nous sommes à votre disposition de vous proposer les autres revêtements spéciaux PVD p.ex. TICN MP, AlTin, DLC, NACO et NACRO.
| Recommended velocity (round per minute) | ||||||||
| Stainless steel | Cast iron or Steel over 1000 N/mm2 | Steel 550-800 N/mm2 | Ebonite, Welded pipes or Steel 450-500 N/mm2 | Non welded pipes | Cooper | Messing | Aluminium | |
|
Diameter of saw blade |
rpm | rpm | rpm | rpm | rpm | rpm | rpm | rpm |
| 20 mm | 318 | 637 | 796 | 955 | 1114 | 2387 | 3183 | 6366 |
| 25 mm | 255 | 509 | 637 | 764 | 891 | 1910 | 2546 | 5096 |
| 32 mm | 199 | 398 | 497 | 597 | 696 | 1492 | 1989 | 3979 |
| 40 mm | 159 | 318 | 398 | 477 | 557 | 1194 | 1592 | 3183 |
| 50 mm | 127 | 255 | 318 | 382 | 446 | 955 | 1273 | 2546 |
| 63 mm | 101 | 202 | 253 | 303 | 354 | 758 | 1011 | 2021 |
| 80 mm | 80 | 159 | 199 | 239 | 279 | 597 | 796 | 1592 |
| 100 mm | 64 | 127 | 159 | 191 | 223 | 477 | 637 | 1273 |
| 125 mm | 51 | 102 | 127 | 153 | 178 | 382 | 509 | 1019 |
| 160 mm | 40 | 80 | 99 | 119 | 139 | 298 | 398 | 796 |
| 200 mm | 32 | 64 | 80 | 95 | 111 | 239 | 318 | 637 |
| 250 mm | 25 | 51 | 64 | 76 | 89 | 191 | 255 | 509 |
| 315 mm | 20 | 40 | 51 | 61 | 71 | 152 | 202 | 404 |
| Surface Roughness | |||||
| Ra | Rz ISO | Ra Inch | Ry | N | DIN 3141 |
| 0,025 | 0,4 | 1 | 0,63 | N1 | VVVV |
| 0,05 | 0,63 | 2 | 1 | N2 | VVVV |
| 0,1 | 1 | 4 | 1,6 | N3 | VVVV |
| 0,2 | 2,5 | 8 | 4 | N4 | VVV |
| 0,4 | 4 | 16 | 6,3 | N5 | VVV |
| 0,8 | 6,3 | 32 | 10 | N6 | VVV |
| 1,6 | 10 | 63 | 16 | N7 | VVV |
| 16 | 25 | ||||
| 3,2 | 16 | 125 | 25 | N8 | VV |
| 25 | 40 | ||||
| 6,3 | 25 | 250 | - | N9 | VV |
| 40 | |||||
| 63 | V | ||||
| 12,5 | 63 | 500 | - | N10 | V |
| 100 | |||||
| 25 | 100 | 1000 | - | N11 | V |
| 100 | |||||
| 50 | 250 | 2000 | - | N12 | V |
| Tolerances for inside diameter and outside diameter of circular saw blades | |||
| Inside Diameter (mm) | Tolerance H6 | Tolerance H7 | Tolerance H8 |
| 1 mm till 3 mm | +6
0 |
+10
0 |
+14
0 |
| 3 mm till 6 mm | +8
0 |
+12
0 |
+18
0 |
| 6 mm till 10 mm | +9
0 |
+15
0 |
+22
0 |
| 10 mm till 18 mm | +11
0 |
+18
0 |
+27
0 |
| 18 mm till 30 mm | +13
0 |
+21
0 |
+33
0 |
| 30 mm till 50 mm | +16
0 |
+25
0 |
+39
0 |
| 50 mm till 80 mm | +19
0 |
+30
0 |
+46
0 |
| 80 mm till 120 mm | +22
0 |
+35
0 |
+54
0 |
| 120 mm till 180 mm | +25
0 |
+40
0 |
+63
0 |
| Tolerances for outside diameter of saw blades | ||
| Outside Diameter (mm) | Tolerance JS 15 | Tolerance JS 16 |
| 1 mm till 3 mm | ± 0,2 | ± 0,3 |
| 3 mm till 6 mm | ± 0,24 | ± 0,375 |
| 6 mm till 10 mm | ± 0,29 | ± 0,45 |
| 10 mm till 18 mm | ± 0,35 | ± 0,505 |
| 18 mm till 30 mm | ± 0,42 | ± 0,65 |
| 30 mm till 50 mm | ± 0,5 | ± 0,8 |
| 50 mm till 80 mm | ± 0,6 | ± 0,95 |
| 80 mm till 120 mm | ± 0,7 | ± 1,1 |
| 120 mm till 180 mm | ± 0,8 | ± 1,25 |
| 180 mm till 250 mm | ± 0,925 | ± 1,45 |
| 250 mm till 315 mm | ± 1,05 | ± 1,6 |
| 315 mm till 400 mm | ± 1,15 | ± 1,8 |
| 400 mm till 500 mm | ± 1,25 | ± 2 |