


Centre de consultation à outils
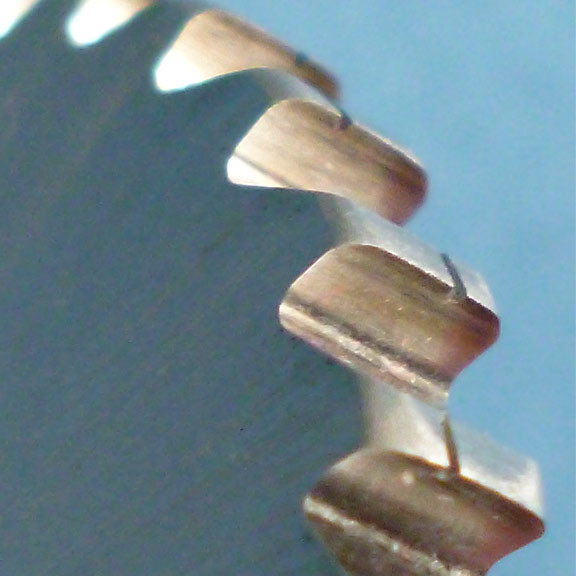
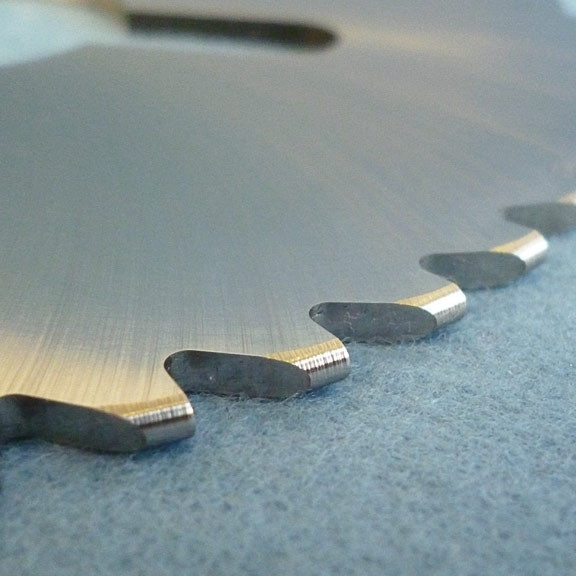
Les fraises-scies à tronçonner sont destinés à la découpe de matériaux – coupe de tubes, de profilés et de matériaux pleins. Il s’agit de la découpe par l’acier, laiton, bronze,acier en inox. La différence entre fraise-scie à tronçonner et et la scie à rainurer consiste au sortes de coupe parce que les scies à rainurer ne sont destinées qu’à la coupe „ dans la faible profondeur“ – p.ex. rainures, tronçonnage de tôles minces etc. Nous fabriquons les HSS fraises-scies à tronçonner de l’acier allié à coupe rapide avec le contenu du tungstène,vanadium et molybdène soit avec 1% du cobalt (Dmo5) soit avec 5% du cobalt (Emo5). Les HSS fraises-scies à tronçonner excellent par sa résistance ou ils sont résistant à la rupture et la fatigue de matériaux. Grâce à la résistance au frottement (baisse du coefficient de friction) nous aurons les revêtements de fraises-scies par différentes matériaux p.ex.TiN, TiAlN, TiCN par le processus de STEAM-HOMO . Il s’agit de finition par l’oxydation CO2 où les fraises-scies sont travaillées encore une fois avec un traitement vapeur à la température 550°C qui évite le collage et améliore la lubrification. Au cours du traitement la finition fine se fait avec la dureté de 900HV. Les fraises-scies à tronçonner de cette manière; on les appellent les fraises-scies passivées ou scies VAPO.
Le revêtement de fraises-scies à tronçonner est important surtout aux températures de fonctionnement. Dans notre centre de consultation à outils : nous recommandons surtout les nombres de dents et les formes des dents pour la coupe de matériaux et de dimensions différents :profilés aluminium, en acier, matières pleins et les valeurs recommandées de coupe. Nous fabriquons sur commande les différents alésage d’entraînement, rainures d’entraînement, alésages de fixation, alésages sur l’arbre. Nous commercialisons les HSS scies à rainurer, HSS scies à trancher, machines à rainurer et les autres scies circulaires en mesure en pouce. Nous fabriquons toutes les scies avec n’importe quelle denture – à grosse denture, denture moyenne, à denture fines. Nous présentons sur notre web les dimensions de base de HSS de fraises-scies à tronçonner et de fraises-scies à rainurer en HSS. Mais sauf cela on est capable de fabriquer d’autres types de fraises-scies qui ont des paramètres différents p. ex. Ø de fraises-scies, alésage de fixation de fraises-scies, diamètre de bride de fraises-scies, écartements de dents de fraises-scies en HSS, la forme de la dent de fraises-scies. Nous livrons aussi la forme de la dent B très souvent y compris le diviseur dégagement de copeaux, on appelle cette denture BS.

Il s’agit de finition par l’oxydation CO2 où les fraises-scies sont travaillées encore une fois avec un traitement vapeur à la température 550°C qui évite le collage et améliore la lubrification. Au cours du traitement la finition fine se fait avec la dureté de 900HV. Grâce à la déblocage de tension , les fraises-scies auront l’élasticité plus élevée qui évite leur cassure. Les pores microscopiques garantit un meilleur acheminement du liquide réfrigérant. Cette finition est convenable pour les usages. A l’exception de la tronçonnage de l’aluminium, du cuivre, du laiton et de leur alliage.

Les scies circulaires équipées de revêtements TIN (titane-nitrure) remportent une haute micro-dureté qui permet leur usage pour la coupe de matériaux avec la haute résistance. Cette surface permet la coupe de l’acier allié moyen et de l’acier dur. Les qualités de la surface permettent l’augmentation de la vitesse périphérique et de la vitesse de l’avance de plus que 50% et cela fait baisser le nombre de cycle de travail.

Ce revêtement constitue la coupe de matériaux avec la grande résistance de traction, l’acier en inox et les matériaux de résistance au frottement p.ex. fonte et laiton. La qualité importante du revêtement est sa résistance à hautes températures, c’est pourquoi on l’utilise à la coupe à sec ou à la coupe avec le refroidissement insuffisant. Ce revêtement satisfait aussi les grandes vitesses périphériques.

Le PVD revêtement avec le coefficient bas de friction contre l‘acier. Il fait des coupes franches et évite les recharges par soudage à froid au moment de la coupe à vitesse périphérique. Il fait ces coupes aussi à l’avance de matières durs comme l’acier, cuivre et laiton, dont il est normal d’avoir la recharge par soudage lors de l’usinage de ces matériaux. Le revêtement permet d’augmenter la vitesse périphérique et la vitesse d’avance plus de 100% par contre aux valeurs de scies circulaires sans les revêtements

Le coefficient très bas de friction prétend les scies circulaires avec le revêtement GRAYSKIN à la coupe de matériaux qui ont la tendance de se coller dans la coupe sur les côtés latéraux de l’outil (collage). Il s‘agit surtout de laiton, bronze, cuivre et alliage d’aluminium. Il est possible de mettre le revêtement aux couches plus épaisses jusqu’à l’épaisseur de 7μm.
Sauf les PVD revêtements standards, nous sommes à votre disposition de vous proposer les autres revêtements spéciaux PVD p.ex. TICN MP, AlTin, DLC, NACO et NACRO.

















































{kind=link}