Download - GOST ГОСТ 2679
Каталог на стандартно произвежданите отвеждащи отвори в pdf. (500kb)



Касае се за високо легирана бързорежеща стомана със съдържание на волфрам, ванадий и молибден. Благодарение на тези легиращи елементи дисковите циркуляри имат много добри механични качества и едновременно отлична здравина. Финна мартензитна структура,чието образуване е гарантирано с 5% съдържание на молибден,повишава издръжливостта на трионения диск против спукване и умора на материала. Съдържанието на волфрам формира не само екстремно твърдите карбиди и подобрява здравината на диска, но главно предотвратява растежа на зърната на материала. Освен това повишава издръжливостта на триене (абразивността),особено при високи работни температури. Ванадия участва в подобряването на механичните качества на циркуляра подобно както горе посочените елементи.Създава финни зърна, съучаства при възникването на твърди карбиди и повишава издръжливостта на триене на инструмента.
| Типичен химически състав на HSS/Dmo5 v % | ||||||
| C | Si | Mn | Cr | Mo | V | W |
| 0,90 | 0,25 | 0,3 | 4,1 | 5,0 | 1,8 | 5,4 |
Тази високо легирана бързорежеща стомана освен с волфрам и молибден е легирана и с кобалт. От горе посочената стомана HSS/Dmo5 се отличава главно с 5% съдържание на кобалт, който предотвратява растеж на зърната при високи работни температури и повишава мощността на рязане. Тези качества са задължителна предпоставка за продуктивно рязане на твърдите материали, каквито напр. са неръждаема стомана или стомана с висока здравина.
| Типичен химически състав на HSS/Dmo5 v % | |||||||
| C | Si | Mn | Cr | Mo | V | W | Co |
| 0,92 | 0,4 | 0,3 | 4,1 | 5,0 | 1,9 | 6,4 | 4,8 |

Триони циркулярни GSP идват стандартно със следните геометрии, подходящи за рязане на стомана и неговите сплави.
| Standard рязане геометрия на дискове за циркуляр | ||
| Висококачествена стомана, която е направена циркуляр |
ъгъла на наклона - γ
" ° " |
ъгълът на гърба - α
" ° " |
| HSS/Dmo5 | 18° | 8° |
| HSS/Emo5 | 12° | 6° |
Дисковите циркуляри GSP стандартно се доставят с долу посочените геометрии, подходящи за рязане на стомана и нейните сплави.
| Препоръчителни рязане геометрия на конкретните материали | |||
| Тип на рязане материал | сила | ъгъла на наклона - γ | ъгълът на гърба - α |
| N/mm2 | " ° " | " ° " | |
| рязане стомана | 350 - 500 | 20° | 8° |
| Циментиран стомана | 500 - 750 | 18° | 8° |
| Висше стомани сила (ХСП) | 700 - 950 | 15° | 8° |
| Много трудно стомана | 950 - 1050 | 12° | 8° |
| Стомана за горещо работа | 950 - 1300 | 10° | 8° |
| Аустенитна стомана (неръждаема стомана) | 500 - 800 | 12° | 8° |
| Алуминиеви сплави | 90 - 200 | 12° | 8° |
| Алуминий и негови сплави | 200 - 400 | 22° | 10° |
| Алуминиеви сплави с до 5% | 300 - 500 | 20° | 8° |
| мед | 200 - 400 | 20° | 10° |
| фосфорен бронз | 400 - 600 | 15° | 8° |
| бронз трудно | 600 - 900 | 12° | 8° |
| месинг | 200 - 400 | 16° | 16° |
| месинг сплав | 400 - 700 | 12° | 16° |
| титанови сплави | 300 - 800 | 18° | 8° |
По-долу са нашите препоръки за периферна скорост и скоростта на подаване в зависимост от вида на материала за рязане.
| Препоръчителни стойности за скорост на рязане и скоростта на захранване | ||||
| Тип на рязане материал | сила | Периферната скорост | Feed на зъб | група |
| N/mm2 | vc m/min. | (mm) | " ° " | |
| рязане стомана | 350 - 500 | 25 - 50 | 0,03 - 0,06 | 1 |
| Циментиран стомана | 500 - 750 | 15 - 30 | 0,03 - 0,04 | 2 |
| Висше стомани сила (ХСП) | 700 - 950 | 10 - 20 | 0,02 - 0,03 | 3 |
| Много трудно стомана | 950 - 1050 | 10 - 15 | 0,02 - 0,03 | 4 |
| Стомана за горещо работа | 950 - 1300 | 5 - 10 | 0,01 - 0,03 | 5 |
| Аустенитна стомана (неръждаема стомана) | 500 - 800 | 10 - 20 | 0,01- 0,03 | 3 |
| сив чугун | 100 - 400 | 1000 - 2000 | 0,04 - 0,09 | 6 |
| Алуминий и негови сплави | 200 - 400 | 500 - 1000 | 0,03 - 0,07 | 7 |
| Алуминиеви сплави с до 5% | 300 - 500 | 120 - 200 | 0,03 - 0,07 | 8 |
| мед | 200 - 400 | 100 - 400 | 0,04 - 0,06 | 9 |
| фосфорен бронз | 400 - 600 | 100 - 400 | 0,04 - 0,06 | 9 |
| фосфорен бронз | 600 - 900 | 40 - 120 | 0,04 - 0,06 | 10 |
| месинг | 200 - 400 | 400 - 600 | 0,04 - 0,08 | 11 |
| месинг сплав | 400 - 700 | 150 - 500 | 0,04 - 0,06 | 12 |
| сив чугун | 100 - 400 | 15 - 25 | 0,04 - 0,05 | 13 |
| титанови сплави | 300 - 800 | 25 - 50 | 0,03 - 0,04 | 1 |
| Греди и профили - Стенни 0,1 г | 300 - 600 | 15 - 20 | 0,03 - 0,06 | 14 |
| Профили и тръби - стена 0,025 г | 300 - 600 | 25 - 50 | 0,03 - 0,06 | 1 |
Правилния избор на периферната скорост и скоростта на предвижване е несъмнено решаваща за оптимализацията на процеса на рязане. Необходимо е да се внимава за това, че между скоростта на двете скорости съществува тясна връзка, която би трябвало винаги да бъде спазена. Ако напр. периферната скорост по съотношение спрямо придвижването е прекалено висока, рязаната част по скоро ще се лъска вместо да се реже. В противен случай при висока скорост на придвижване по отношение спрямо периферната скорост, на дисковия циркуляр му остава малко време за да успее да изхвърли треските от междузъбното пространство и може да се стигне до неговото счупване
Периферната скорост (V), която се изразява в метри в минута, не бива да се замени с броя на оборотите в минута (RPM). За да бъде възможно да се установи броя на оборотите в минута за настройка на машината е възможно да се използва следната формула:
RPM = V x 1000 / D x 3,14


В ляво посочената таблица съдържа също препоръчаните стойности за придвижване на зъб. Тази стойност позволява да се установи общото придвижване, което трябва да се настрои на машината. За това служи следната формула.
At = Az x Z x RPM
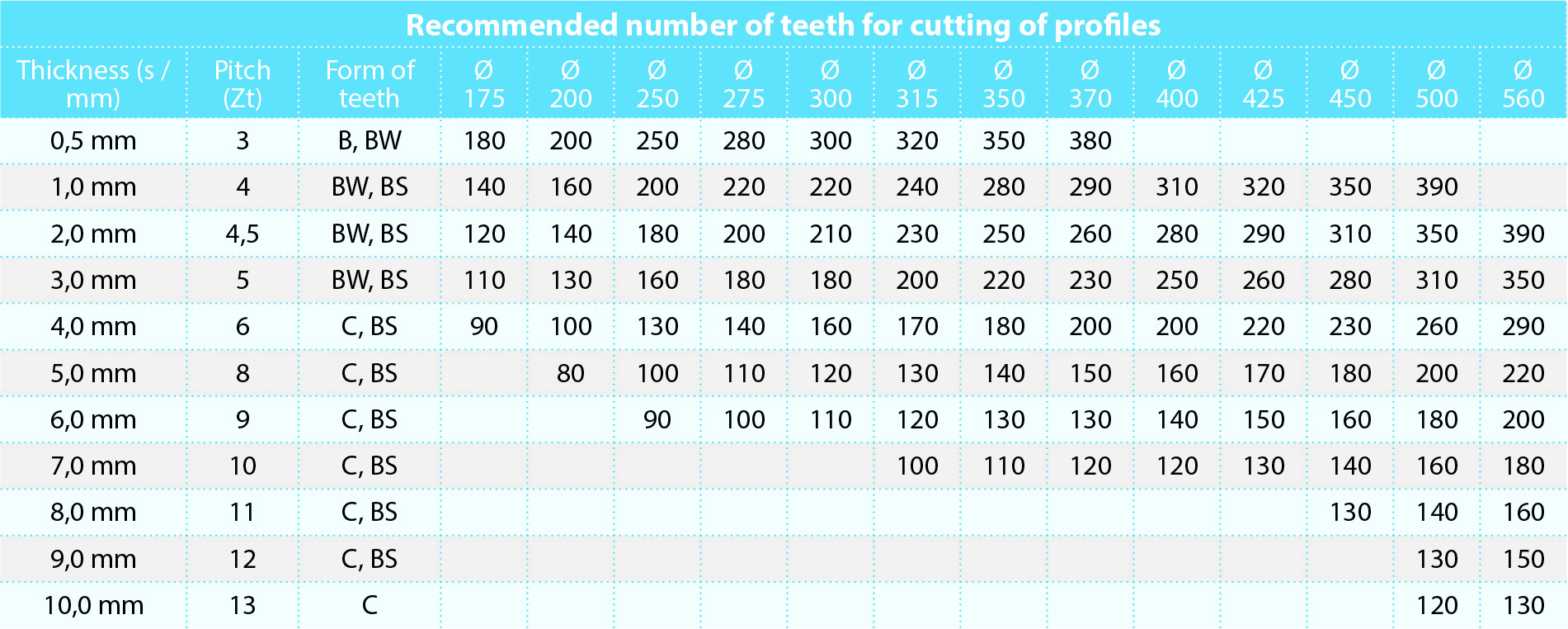
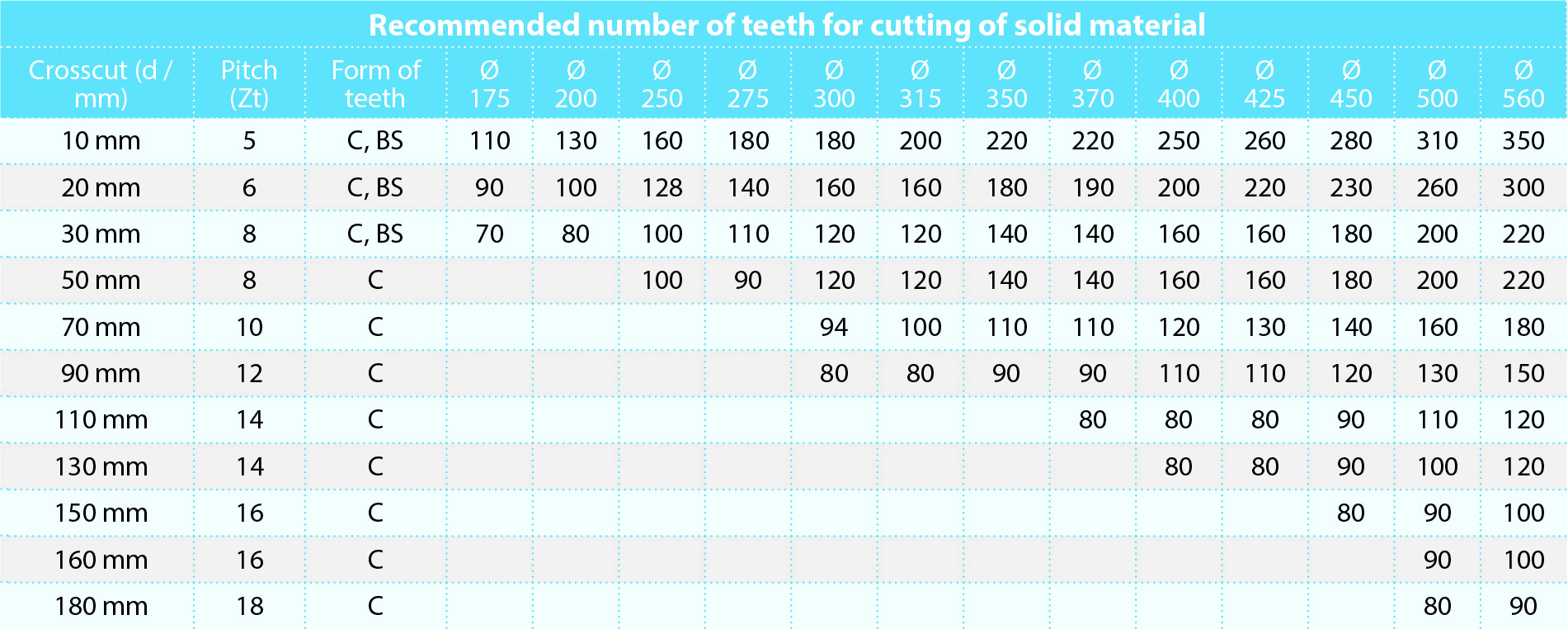
Препоръчан брой на зъбите и форми на назъбване за рязане на кухи профили и плътен материал.

Касае се за повърхностно оформяне с оксидация CO2, когато завършените дискови циркуляри се оставят още веднъж да се пропуснат в прегрята пара при прибл. 550°C. При това се образува необичайно финен повърхностен слой с твърдост 900 HV. Благодарение на освобождаването на опъна дисковите циркуляри придобиват и по-висока еластичност, която предотвратява тяхното евентуално счупване. Микропорите, които възникват на повърхността позволяват по-добро развеждане на охлаждащата течност. Това повърхностно оформяне е подходящо за всеобща употреба. Изключение прави рязане на алуминий, мед, месинг и техни сплави.

Циркуляри снабдени с TIN (титан-нитрид) покритие придобиват много висока повърхностна микротвърдост, която позволява тяхната употреба за рязане на материали с високо механично съпротивление. Много са подходящи за рязане на средно легирани и твърди стомани. Свойствата на покритието позволяват повишаване на периферната скорост и скоросттта на придвижване до с 50 %, което значително съкръщава дължината на работните цикли.

Това покритие е подходящо за рязане на материали с висока здравина на опън, неръждаеми стомани и абразивни (издръжливи на триене) материали, каквито напр. са сплави и месинг. Отлично качество е тяхната издръжливост при високи работни температури, затова е подходящо за употреба при сухи рязания или при рязания с недостатъчно охлаждане. Също е много подходящо за високи периферни скорости.

PVD покритие с много нисък коефициент на триене против стомана. Позволява да се постигнат много чисти рязания и предотвратява заварявания при студено и при рязания с много високи периферни скорости и придвижвания в материали каквито са много твърди стомани, мед и месинг, при тяхната обработка обичайните заварявания на студено се появяват. Позволява да се повиши периферната скорост и скоростта на придвижване до с 100 % спрямо стойностите за дискови циркуляри без покритие.

Много нисък коефициент на триене против стомана предопределя дисковите циркуляри с покритие GRAYSKIN за рязане на материали, които имат силна тенденция при рязане да залепват на страничните стени на инструмента. Касае се преди всичко за месинг, бронз, мед и алуминиеви сплави. Друго приимущество е възможност да се нанася покритие в по-дебели слоеве чак до дебелина 7μm.
Освен горе посочените стандартни PVD покрития е възможно да се предложат и други специално разработени PVD, като са напр. TICN MP, AlTin, DLC, NACO и NACRO.
| Materials | Cooling liquids |
Cutting speed
Vc = m/min |
Feed per tooth
fz = mm/Z |
| Steel up to 500 N/mm² | Emulsion 1:20 | 100 - 80 | 0,010 - 0,030 |
| Steel up to 800 N/mm² | Emulsion 1:15 | 50 - 90 | 0,007 - 0,025 |
| Steel up to 1300 N/mm² | Emulsion 1:12 | 30 - 50 | 0,005 - 0,020 |
| Stainless steels | Emulsion 1:10 | 30 - 70 | 0,005 - 0,015 |
| Alloyed tool steels | Emulsion 1:10 | 15 - 40 | 0,005 - 0,012 |
| Titanium alloys | Cutting oil | 35 - 55 | 0,003 - 0,008 |
| Cast irons | Dry cutting | 30 - 90 | 0,005 - 0,010 |
| Copper | Emulsion or spray cooling | 200 - 500 | 0,020 - 0,040 |
| Brass | Emulsion or spray cooling | 300 - 500 | 0,010 - 0,040 |
| Aluminium | Emulsion or spray cooling | 400 - 2000 | 0,010 - 0,040 |
Препоръчваните в тази таблица данни са предназначени само за употреба.
| Recommended velocity (round per minute) | ||||||||
| Stainless steel | Cast iron or Steel over 1000 N/mm2 | Steel 550-800 N/mm2 | Ebonite, Welded pipes or Steel 450-500 N/mm2 | Non welded pipes | Cooper | Messing | Aluminium | |
|
Diameter of saw blade |
rpm | rpm | rpm | rpm | rpm | rpm | rpm | rpm |
| 20 mm | 318 | 637 | 796 | 955 | 1114 | 2387 | 3183 | 6366 |
| 25 mm | 255 | 509 | 637 | 764 | 891 | 1910 | 2546 | 5096 |
| 32 mm | 199 | 398 | 497 | 597 | 696 | 1492 | 1989 | 3979 |
| 40 mm | 159 | 318 | 398 | 477 | 557 | 1194 | 1592 | 3183 |
| 50 mm | 127 | 255 | 318 | 382 | 446 | 955 | 1273 | 2546 |
| 63 mm | 101 | 202 | 253 | 303 | 354 | 758 | 1011 | 2021 |
| 80 mm | 80 | 159 | 199 | 239 | 279 | 597 | 796 | 1592 |
| 100 mm | 64 | 127 | 159 | 191 | 223 | 477 | 637 | 1273 |
| 125 mm | 51 | 102 | 127 | 153 | 178 | 382 | 509 | 1019 |
| 160 mm | 40 | 80 | 99 | 119 | 139 | 298 | 398 | 796 |
| 200 mm | 32 | 64 | 80 | 95 | 111 | 239 | 318 | 637 |
| 250 mm | 25 | 51 | 64 | 76 | 89 | 191 | 255 | 509 |
| 315 mm | 20 | 40 | 51 | 61 | 71 | 152 | 202 | 404 |
| Surface Roughness | |||||
| Ra | Rz ISO | Ra Inch | Ry | N | DIN 3141 |
| 0,025 | 0,4 | 1 | 0,63 | N1 | VVVV |
| 0,05 | 0,63 | 2 | 1 | N2 | VVVV |
| 0,1 | 1 | 4 | 1,6 | N3 | VVVV |
| 0,2 | 2,5 | 8 | 4 | N4 | VVV |
| 0,4 | 4 | 16 | 6,3 | N5 | VVV |
| 0,8 | 6,3 | 32 | 10 | N6 | VVV |
| 1,6 | 10 | 63 | 16 | N7 | VVV |
| 16 | 25 | ||||
| 3,2 | 16 | 125 | 25 | N8 | VV |
| 25 | 40 | ||||
| 6,3 | 25 | 250 | - | N9 | VV |
| 40 | |||||
| 63 | V | ||||
| 12,5 | 63 | 500 | - | N10 | V |
| 100 | |||||
| 25 | 100 | 1000 | - | N11 | V |
| 100 | |||||
| 50 | 250 | 2000 | - | N12 | V |
| Tolerances for inside diameter and outside diameter of circular saw blades | |||
| Inside Diameter (mm) | Tolerance H6 | Tolerance H7 | Tolerance H8 |
| 1 mm till 3 mm | +6
0 |
+10
0 |
+14
0 |
| 3 mm till 6 mm | +8
0 |
+12
0 |
+18
0 |
| 6 mm till 10 mm | +9
0 |
+15
0 |
+22
0 |
| 10 mm till 18 mm | +11
0 |
+18
0 |
+27
0 |
| 18 mm till 30 mm | +13
0 |
+21
0 |
+33
0 |
| 30 mm till 50 mm | +16
0 |
+25
0 |
+39
0 |
| 50 mm till 80 mm | +19
0 |
+30
0 |
+46
0 |
| 80 mm till 120 mm | +22
0 |
+35
0 |
+54
0 |
| 120 mm till 180 mm | +25
0 |
+40
0 |
+63
0 |
| Tolerances for outside diameter of saw blades | ||
| Outside Diameter (mm) | Tolerance JS 15 | Tolerance JS 16 |
| 1 mm till 3 mm | ± 0,2 | ± 0,3 |
| 3 mm till 6 mm | ± 0,24 | ± 0,375 |
| 6 mm till 10 mm | ± 0,29 | ± 0,45 |
| 10 mm till 18 mm | ± 0,35 | ± 0,505 |
| 18 mm till 30 mm | ± 0,42 | ± 0,65 |
| 30 mm till 50 mm | ± 0,5 | ± 0,8 |
| 50 mm till 80 mm | ± 0,6 | ± 0,95 |
| 80 mm till 120 mm | ± 0,7 | ± 1,1 |
| 120 mm till 180 mm | ± 0,8 | ± 1,25 |
| 180 mm till 250 mm | ± 0,925 | ± 1,45 |
| 250 mm till 315 mm | ± 1,05 | ± 1,6 |
| 315 mm till 400 mm | ± 1,15 | ± 1,8 |
| 400 mm till 500 mm | ± 1,25 | ± 2 |