Download - GOST ГОСТ 2679
Αρχείο pdf με τυπικά παραγόμενα προϊόντα μικρών οπών



Κατάλληλος εξοπλισμός ασφάλειας.
ΠΟΙΟΤΗΤΕΣ ΑΤΣΑΛΙΟΥ
DMo5 - DIN 1.3343 - JIS SKH51 - M2 υψηλής ταχύτητας ΑΤΣΑΛΙ ΜΟΛΥΒΔΑΙΝΙΟΥ ΒΟΛΦΡΑΜΙΟΥ. Πρόκειται για ατσάλι υψηλής ταχύτητας με μεγάλο ποσοστό κραμάτων, το οποίο περιέχει βολφράμιο, βανάδιο και μολυβδαίνιο. Τα δισκοπρίονα με αυτά τα στοιχεία κράματος έχουν πολύ καλά μηχανικά χαρακτηριστικά και εξαιρετική αντοχή. Η λεπτή δομή μαρτενσίτη, της οποίας ο σχηματισμός διασφαλίζεται με 5% περιεκτικότητα σε μολυβδαίνιο, καθιστά τις λεπίδες ανθεκτικές στη θραύση και στην κόπωση του υλικού. Η περιεκτικότητα σε βολφράμιο δεν σχηματίζει μόνον εξαιρετικά σκληρά καρβίδια και βελτιώνει την αντοχή των λεπίδων, αλλά κυρίως προλαμβάνει την ανάπτυξη κόκκων στα υλικά. Επιπλέον αυξάνει την ανθεκτικότητα στις φθορές, ιδιαίτερα σε υψηλές θερμοκρασίες κοπής. Αντίστοιχα με τα παραπάνω υλικά, το βανάδιο συνεισφέρει επίσης στη βελτίωση των μηχανικών χαρακτηριστικών. Δημιουργεί λεπτούς κόκκους, συνεισφέρει στην αύξηση των σκληρών καρβιδίων και αυξάνει την ανθεκτικότητα του οργάνου στις φθορές. Για λεπίδες πριονιών υψηλής απόδοσης. Σκλήρυνση και θερμική επεξεργασία σε 64 +/- 1
EMo5Co5 - DIN 1.3243 - J1S SKH55 - M35 ΚΟΒΑΛΤΙΟΥ ΜΟΛΥΒΔΑΙΝΙΟΥ ΒΟΛΦΡΑΜΙΟΥ ατσάλι ένσφαιρων τριβέων. Πρόκειται για ατσάλι υψηλής ταχύτητας με μεγάλο ποσοστό κραμάτων, το οποίο περιέχει βολφράμιο, μολυβδαίνιο και κοβάλτιο. Διαφέρει από το ατσάλι HSS/Dmo5 το οποίο αναφέρεται παραπάνω, με την κατά 5% περιεκτικότητα σε κοβάλτιο, η οποία αποτρέπει την ανάπτυξη κόκκων στα υλικά κατά τη διάρκεια κοπών σε υψηλές θερμοκρασίες και βελτιώνει τη λειτουργία της κοπής. Αυτά τα χαρακτηριστικά είναι απαραίτητα για την αποτελεσματική κοπή σκληρών υλικών, όπως ανοξείδωτο ατσάλι ή ατσάλι υψηλής αντοχής. Ειδικές λεπίδες πριονιών υψηλής απόδοσης. Σκλήρυνση και θερμική επεξεργασία σε 65 +/- 1




| Materials | Cooling liquids |
Cutting speed
Vc = m/min |
Feed per tooth
fz = mm/Z |
| Steel up to 500 N/mm² | Emulsion 1:20 | 100 - 80 | 0,010 - 0,030 |
| Steel up to 800 N/mm² | Emulsion 1:15 | 50 - 90 | 0,007 - 0,025 |
| Steel up to 1300 N/mm² | Emulsion 1:12 | 30 - 50 | 0,005 - 0,020 |
| Stainless steels | Emulsion 1:10 | 30 - 70 | 0,005 - 0,015 |
| Alloyed tool steels | Emulsion 1:10 | 15 - 40 | 0,005 - 0,012 |
| Titanium alloys | Cutting oil | 35 - 55 | 0,003 - 0,008 |
| Cast irons | Dry cutting | 30 - 90 | 0,005 - 0,010 |
| Copper | Emulsion or spray cooling | 200 - 500 | 0,020 - 0,040 |
| Brass | Emulsion or spray cooling | 300 - 500 | 0,010 - 0,040 |
| Aluminium | Emulsion or spray cooling | 400 - 2000 | 0,010 - 0,040 |
The data recommended in this table are intended only as a guide.

Η VAPO είναι μια ελεγχόμενη διαδικασία οξείδωσης που παράγει ένα στρώμα οξειδίου του σιδήρου (Fe3O4) στην επιφάνεια μιας λεπίδας πριονιού. Αποτελεί μια επιφανειακή τροποποίηση με οξείδωση CO2, στην οποία τα κυκλικά πριόνια υποβάλλονται ακόμα μια φορά σε θερμική σκλήρυνση, με ατμό υπερθέρμανσης σε θερμοκρασία περίπου 550°C. Με αυτόν τον τρόπο δημιουργείται μια εξαιρετικά λεπτή επιφανειακή στοιβάδα με σκληρότητα 900 HV. Λόγω της εκτόνωσης πίεσης, τα κυκλικά πριόνια τα οποία βελτιώνονται με αυτήν την τροποποίηση έχουν καλύτερη ελαστικότητα, που αποτρέπει πιθανή θραύση τους. Η μικροδιακένωση που προκύπτει στην επιφάνεια, επιτρέπει καλύτερη κατανομή του ψυκτικού νερού. Έτσι αυξάνεται η ικανότητα αυτολίπανσης και βελτιώνεται σημαντικά η αντίσταση του προϊόντος. Η επεξεργασία ολίσθησης είναι μια πολύ οικονομική επιφανειακή επεξεργασία, κατάλληλη για τις περισσότερες εργασίες κοπής. Εξαίρεση αποτελεί η κοπή αλουμινίου, χαλκού, ορείχαλκου και των κραμάτων αυτών. Τεχνικά χαρακτηριστικά: Επιφανειακή σκληρότητα: 900 HV, Συντελεστής τριβής: 0,65;

Τα κυκλικά πριόνια με επικάλυψη TiN (νιτρίδιο του τιτανίου) επιτυγχάνουν πολύ υψηλή επιφανειακή μικρο-σκληρότητα, γεγονός που επιτρέπει τη χρήση τους στο διαχωρισμό υλικών υψηλής μηχανικής συνεκτικότητας. Είναι ιδιαίτερα κατάλληλα για την κοπή ατσαλιού μέσου κράματος και σκληρού ατσαλιού. Τα χαρακτηριστικά της επικάλυψης επιτρέπουν την αύξηση της περιφερικής ταχύτητας και του ρυθμού τροφοδοσίας κατά περίπου 50 %, μειώνοντας τον χρόνο των κύκλων εργασίας. Η επικάλυψη με βάση τιτανίου πάχους 3 microns, λαμβάνεται με θερμοκρασία επεξεργασίας περίπου 490°C. Με αυτόν τον τρόπο επιτυγχάνεται συντελεστής τριβής 0,47 και θερμοκρασία οξείδωσης 640°C. Η σκληρότητα της επικαλυμμένης στοιβάδας φτάνει τα 2.480 Vickers (HV 0,05). Η χαμηλή θερμική αγωγιμότητά της παρέχει μια αξιόπιστη ασπίδα θερμότητας για την κατώτερη στοιβάδα. Η επικάλυψη είναι κατάλληλη για την κοπή ατσαλιού χαμηλών κραμάτων και πρέπει πάντα να χρησιμοποιείται με άφθονη λίπανση. Η επικάλυψη δεν είναι κατάλληλη για την κοπή χαλκού, ορείχαλκου ή μπρούντζου.

Αυτή η επικάλυψη είναι κατάλληλη για τον διαχωρισμό υλικών υψηλής ισχύος στην έλξη, ανοξείδωτων ατσαλιών και υλικών ανθεκτικών στις φθορές, όπως ο χυτοσίδηρος και ο ορείχαλκος. Το εξαιρετικό χαρακτηριστικό της είναι η αντοχή σε υψηλές θερμοκρασίες εργασίας, γι' αυτό είναι κατάλληλη για χρήση σε ξηρές κοπές ή κοπές με ανεπαρκή ψύξη. Επιπλέον, η επικάλυψη είναι πολύ κατάλληλη για υψηλή περιφερική ταχύτητα. Αυτή η επικάλυψη πολλαπλών στοιβάδων έχει πάχος 3 microns. Το πλάσμα λαμβάνεται από την τήξη μιας καθόδου τιτανίου/αλουμινίου. Η προσθήκη ενός αδρανούς αερίου κατά τη διάρκεια της διαδικασίας και η ενέργεια με την οποία φορτίζονται τα μόρια, επιτρέπουν τον βομβαρδισμό της επιφάνειας, αποκτώντας έτσι εξαιρετικές ιδιότητες επικάλυψης οι οποίες εγγυώνται υψηλή θερμική αντίσταση στην κατώτερη στοιβάδα. Η θερμοκρασία οξείδωσης είναι 800°C, προκαλώντας επιφανειακή σκληρότητα 3,400 Vickers (HV 0,05). Ο συντελεστής τριβής είναι 0,45 και επιτρέπει τη χρήση δισκοπρίονων με εξαιρετικά αποτελέσματα, ακόμη και σε συνθήκες περιορισμένης ή ελάχιστης λίπανσης και ψεκασμού. Η επικάλυψη είναι ιδιαίτερα κατάλληλη για ατσάλια υψηλών κραμάτων έως 1100 N/mm2, κοπή χυτοσιδήρου, ανοξείδωτου ατσαλιού και κάθε υλικού που αναπτύσσει σημαντική θερμότητα.

Επικάλυψη PVD με πολύ χαμηλό συντελεστή τριβής στο ατσάλι. Επιτρέπει την επίτευξη πολύ καθαρών κοπών και την αποφυγή ψύξης της επιφάνειας, ακόμη και σε υψηλές περιφερικές ταχύτητες κοπής και μεταθέσεις σε υλικά όπως πολύ σκληρά ατσάλια, χαλκό και ορείχαλκο, η κοπή των οποίων συχνά προκαλεί ψύξη της επιφάνειας. Επιτρέπει την αύξηση της περιφερικής ταχύτητας και της ταχύτητας τροφοδοσίας κατά περίπου 100 %, σε σχέση με τις παραμέτρους των κενών δισκοπρίονων

Ο πολύ χαμηλός συντελεστής τριβής καθιστά τις λεπίδες των δισκοπρίονων με επικάλυψη GRAYSKIN πολύ κατάλληλες για την κοπή υλικών με έντονη τάση να κολλούν στις πλευρές των εργαλείων, δηλαδή κράματα ορείχαλκου, χαλκού και αλουμινίου. Η δυνατότητα επικάλυψης των εργαλείων με ισχυρότερα στρώματα, με πάχος που κυμαίνεται από 2,5 έως 7" microns αποτελεί ακόμη ένα πλεονέκτημα. Η επικάλυψη παρασκευάζεται από ένα πλάσμα τιτανίου και άνθρακα που αυξάνει τη σκληρότητα στα 3.000 Vickers (HV 0,05). Ο συντελεστής τριβής 0,22 είναι πολύ χαμηλός λόγω της υψηλής περιεκτικότητας σε άνθρακα. Αυτό καθιστά την επικάλυψη πολύ κατάλληλη για την κοπή εξαιρετικά λειαντικών υλικών, όπως ανοξείδωτο ατσάλι και ατσάλια μέσων κραμάτων, με σκληρότητα έως 800 N/mm2. Ο χαμηλός συντελεστής τριβής μειώνει σημαντικά τη δημιουργία ρινισμάτων στο άκρο κοπής και στο πλαϊνό τοίχωμα του δίσκου. Αυτή η επικάλυψη έχει θερμοκρασία οξείδωσης 400°C και πρέπει πάντα να χρησιμοποιείται με άφθονη λίπανση κατά τη διαδικασία κοπής.

Τα κυκλικά δισκοπρίονα GSP παρέχονται στην τυπική τους έκδοση στα κατωτέρω γεωμετρικά σχήματα και είναι κατάλληλα για την κοπή ατσαλιού και των κραμάτων αυτού.
 |
 |
 |
|
Σχήμα δοντιών A
χρησιμοποιείται συνήθως στη λεπτή οδόντωση (< T3) σε εφαρμογές όπως η κοπή κραμάτων ορείχαλκου, κοσμημάτων και η δημιουργία αυλακώσεων σε βίδες. |
Σχήμα δοντιών B
χρησιμοποιείται συνήθως σε αγωγούς με λεπτά τοιχώματα και στην κοπή δομικών στοιχείων, ιδιαίτερα όταν η απομάκρυνση θραυσμάτων δεν αποτελεί πρόβλημα. |
Σχήμα δοντιών AW
αντίθετα με τον τύπο A, η λοξοτομή είναι διαφορετική, βελτιστοποιώντας έτσι τον κατατεμαχισμό των θραυσμάτων. Ιδιαίτερα κατάλληλο για κοπές ακρίβειας. |
 |
 |
 |
 |
|
Σχήμα δοντιών BW
χρησιμοποιείται κυρίως για την κοπή αγωγών και διατομών. Το δόντι παρέχεται με εναλλακτική λοξοτομή στις 45°, σπάει το θραύσμα στη μέση και εγγυάται καλή απομάκρυνση των θραυσμάτων. |
Σχήμα δοντιών C
χρησιμοποιείται σε συμπαγείς διατομές ή πολύ παχείς αγωγούς. Το θραύσμα τεμαχίζεται σε τρία μέρη, λόγω της παρουσίας τόσο ενός δοντιού φινιρίσματος χωρίς λοξότμηση, όσο και ενός δοντιού προκαταρκτικής κοπής (μήκους πάνω από 0,25 mm) με δύο λοξοτμήσεις σε κάθε πλευρά. |
Σχήμα δοντιών BR
έχει εισαχθεί με επιτυχία για την κοπή αγωγών. Έχει τον διπλάσιο αριθμό άκρων κοπής και εγγυάται υψηλότερο αριθμό κοπών και καλύτερο φινίρισμα της διατομής. Επιμηκύνει επίσης τη διάρκεια ζωής του εργαλείου κατά περίπου 20%, καθώς μειώνει την αφαιρούμενη διατομή σε κάθε τρόχισμα. |
Σχήμα δοντιών VP
μεταβλητό βήμα, χρησιμοποιείται για την κοπή πολύ ακανόνιστων διατομών, οι οποίες προκαλούν σημαντικούς κραδασμούς και θόρυβο. Εξασφαλίζει μια απαλότερη επαφή και προσφέρει έναν καλό συμβιβασμό μεταξύ της διάρκειας κοπής και της μείωσης των κραδασμών. |
Για να επιλεγούν οι σωστές παράμετροι εργασίας για κάθε εφαρμογή, ο χρήστης πρέπει κανονικά να εκτελέσει αρκετούς, προσεκτικούς συγκριτικούς ελέγχους. Οι συντελεστές που πρέπει να ληφθούν υπ' όψη (υλικό, μηχάνημα, εργαλείο κ.λπ.) καθορίζουν το αποτέλεσμα. Οι μηχανικοί μας, ανταποκρινόμενοι στις απαιτήσεις των πελατών μας, έχουν δημιουργήσει ένα πολύ εξελιγμένο λογισμικό το οποίο αναλύει ταυτόχρονα όλα αυτά τα δεδομένα και μας επιτρέπει να μειώνουμε σημαντικά τον χρόνο βελτιστοποίησης κατά τη διάρκεια διαφόρων εφαρμογών. Οι μηχανικοί μας μπορούν να σας προτείνουν τις καλύτερες παραμέτρους κοπής για κάθε εφαρμογή. Ο παρακάτω τύπος και τα γραφήματα υποδεικνύουν τον τρόπο υπολογισμού της ταχύτητας κοπής, του αριθμού περιστροφών και του ρυθμού τροφοδοσίας.
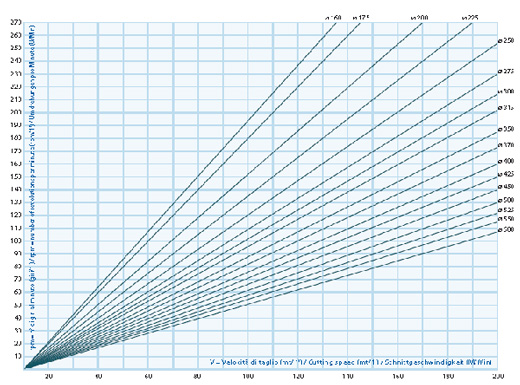
V = Ταχύτητα κοπής (mt/1?)
D1 = Διάμετρος λεπίδας πριονιού (mm)
Av = Ρυθμός τροφοδοσίας (mm/1?)
Avz = Ρυθμός τροφοδοσίας ανά δόντι (mm/Z)
Z = Αριθμός δοντιών
Rpm = Αριθμός περιστροφών/λεπτό
Τύπος:
Rpm V x 1000
-------------------
D1 x 3,14
Av = Avz x Z x rpm
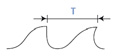
Μόλις αναγνωριστούν το υλικό και η διατομή που θα πρέπει να κοπούν, θα πρέπει να επιλεχθεί το βήμα. Το σωστό βήμα θα αποτρέψει τους επικίνδυνους κραδασμούς και εγγυάται τη σωστή απομάκρυνση των θραυσμάτων. Τα παρακάτω δεδομένα παρέχονται κατά προσέγγιση. Οι μηχανικοί μας μπορούν να σας συμβουλεύσουν για το καταλληλότερο βήμα για κάθε συγκεκριμένη εφαρμογή (στατική κοπή, κινούμενη κοπή, μεταφορά) και τα υλικά που πρέπει να κοπούν.
| Material | V (mt/1?) | AVZ (mm/Z) |
| Steel < 500 N/mm (C10, C15, St37, St44) | 30-40 | 0,04-0,08 |
| Steel < 800 N/mm (C40, C60, 15Cr3, 16MnCr5, 26CrMo4) | 25-35 | 0,03-0,07 |
| Steel < 1200 N/mm (38NCD4, 14NiCr14, 40CrMnMo7) | 15-25 | 0,02-0,06 |
| Stainless steel | 15-25 | 0,02-0,06 |
| Cast iron | 20-30 | 0,03-0,05 |
| Titanium | 12-15 | 0,02-0,05 |
| Brass | 400-600 | 0,05-0,07 |
| Copper | 200-400 | 0,05-0,07 |
| Bronze | 200-400 | 0,05-0,07 |
| Aluminium | 500-700 | 0,06-0,08 |
|
|
||||
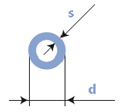
| d | d | T | s | T |
| ≤ 20 mm | ≤ 1,0 mm | 3 | > 1 mm | 4 |
| ≤ 30 mm | ≤ 1,5 mm | 5 | > 1,5 mm | 5,5 |
| ≤ 40 mm | ≤ 2,0 mm | 6 | > 2 mm | 7 |
| ≤ 50 mm | ≤ 4,0 mm | 6 | > 4 mm | 7 |
| ≤ 60 mm | ≤ 4,0 mm | 7 | > 4 mm | 8 |
| ≤ 70 mm | ≤ 3,0 mm | 7 | > 3 mm | 8 |
| ≤ 80 mm | ≤ 4,0 mm | 8 | > 4 mm | 10 |
| ≤ 90 mm | ≤ 4,0 mm | 8 | > 4 mm | 10 |
| ≤ 100 mm | ≤ 7,0 mm | 10 | > 7 mm | 12 |
| ≤ 120 mm | ≤ 5,0 mm | 10 | > 5 mm | 12 |
| ≤ 140 mm | ≤ 4,0 mm | 10 | > 4 mm | 12 |
 |
 |
|
|
Avz < 0,08 mm/Z | Avz > 0,08 mm/Z |
| ≤ 20 mm | 5,5 | |
| ≤ 30 mm | 7 | |
| ≤ 40 mm | 8 | |
| ≤ 50 mm | 9 | |
| ≤ 60 mm | 10 | 12 |
| ≤ 70 mm | 11 | 12 |
| ≤ 80 mm | 12 | 14 |
| ≤ 90 mm | 12 | 14 |
| ≤ 100 mm | 14 | 16 |
| ≤ 120 mm | 14 | 16 |
| ≤ 140 mm | 16 | 18 |
In the following charts we have highlighted the working parameters (cutting speed and feed rate) which our engineers recommend when cutting solid materials or pipes.
| STEEL ≤ 500 N/mm2 INOX | STEEL ≤ 800 N/mm2 INOX | STEEL ≤ 1200 N/mm2 INOX | |||||
| D1 350 x 2,5 |
|
||||||
| Recommended velocity (round per minute) | ||||||||
| Stainless steel | Cast iron or Steel over 1000 N/mm2 | Steel 550-800 N/mm2 | Ebonite, Welded pipes or Steel 450-500 N/mm2 | Non welded pipes | Cooper | Messing | Aluminium | |
|
Diameter of saw blade |
rpm | rpm | rpm | rpm | rpm | rpm | rpm | rpm |
| 20 mm | 318 | 637 | 796 | 955 | 1114 | 2387 | 3183 | 6366 |
| 25 mm | 255 | 509 | 637 | 764 | 891 | 1910 | 2546 | 5096 |
| 32 mm | 199 | 398 | 497 | 597 | 696 | 1492 | 1989 | 3979 |
| 40 mm | 159 | 318 | 398 | 477 | 557 | 1194 | 1592 | 3183 |
| 50 mm | 127 | 255 | 318 | 382 | 446 | 955 | 1273 | 2546 |
| 63 mm | 101 | 202 | 253 | 303 | 354 | 758 | 1011 | 2021 |
| 80 mm | 80 | 159 | 199 | 239 | 279 | 597 | 796 | 1592 |
| 100 mm | 64 | 127 | 159 | 191 | 223 | 477 | 637 | 1273 |
| 125 mm | 51 | 102 | 127 | 153 | 178 | 382 | 509 | 1019 |
| 160 mm | 40 | 80 | 99 | 119 | 139 | 298 | 398 | 796 |
| 200 mm | 32 | 64 | 80 | 95 | 111 | 239 | 318 | 637 |
| 250 mm | 25 | 51 | 64 | 76 | 89 | 191 | 255 | 509 |
| 315 mm | 20 | 40 | 51 | 61 | 71 | 152 | 202 | 404 |
| Surface Roughness | |||||
| Ra | Rz ISO | Ra Inch | Ry | N | DIN 3141 |
| 0,025 | 0,4 | 1 | 0,63 | N1 | VVVV |
| 0,05 | 0,63 | 2 | 1 | N2 | VVVV |
| 0,1 | 1 | 4 | 1,6 | N3 | VVVV |
| 0,2 | 2,5 | 8 | 4 | N4 | VVV |
| 0,4 | 4 | 16 | 6,3 | N5 | VVV |
| 0,8 | 6,3 | 32 | 10 | N6 | VVV |
| 1,6 | 10 | 63 | 16 | N7 | VVV |
| 16 | 25 | ||||
| 3,2 | 16 | 125 | 25 | N8 | VV |
| 25 | 40 | ||||
| 6,3 | 25 | 250 | - | N9 | VV |
| 40 | |||||
| 63 | V | ||||
| 12,5 | 63 | 500 | - | N10 | V |
| 100 | |||||
| 25 | 100 | 1000 | - | N11 | V |
| 100 | |||||
| 50 | 250 | 2000 | - | N12 | V |
| Tolerances for inside diameter and outside diameter of circular saw blades | |||
| Inside Diameter (mm) | Tolerance H6 | Tolerance H7 | Tolerance H8 |
| 1 mm till 3 mm | +6
0 |
+10
0 |
+14
0 |
| 3 mm till 6 mm | +8
0 |
+12
0 |
+18
0 |
| 6 mm till 10 mm | +9
0 |
+15
0 |
+22
0 |
| 10 mm till 18 mm | +11
0 |
+18
0 |
+27
0 |
| 18 mm till 30 mm | +13
0 |
+21
0 |
+33
0 |
| 30 mm till 50 mm | +16
0 |
+25
0 |
+39
0 |
| 50 mm till 80 mm | +19
0 |
+30
0 |
+46
0 |
| 80 mm till 120 mm | +22
0 |
+35
0 |
+54
0 |
| 120 mm till 180 mm | +25
0 |
+40
0 |
+63
0 |
| Tolerances for outside diameter of saw blades | ||
| Outside Diameter (mm) | Tolerance JS 15 | Tolerance JS 16 |
| 1 mm till 3 mm | ± 0,2 | ± 0,3 |
| 3 mm till 6 mm | ± 0,24 | ± 0,375 |
| 6 mm till 10 mm | ± 0,29 | ± 0,45 |
| 10 mm till 18 mm | ± 0,35 | ± 0,505 |
| 18 mm till 30 mm | ± 0,42 | ± 0,65 |
| 30 mm till 50 mm | ± 0,5 | ± 0,8 |
| 50 mm till 80 mm | ± 0,6 | ± 0,95 |
| 80 mm till 120 mm | ± 0,7 | ± 1,1 |
| 120 mm till 180 mm | ± 0,8 | ± 1,25 |
| 180 mm till 250 mm | ± 0,925 | ± 1,45 |
| 250 mm till 315 mm | ± 1,05 | ± 1,6 |
| 315 mm till 400 mm | ± 1,15 | ± 1,8 |
| 400 mm till 500 mm | ± 1,25 | ± 2 |
|
Steel grade
|
C | Cr | W | V | Co | Mo | N | Nb |
|
Standard Performance HSS
|
||||||||
| P18 |
0,73-0,83 |
3,8-4,4 |
17,0-18,5 |
1,0-1,4 |
< 0,5 |
< 1,0 |
– | – |
| P9 |
0,85-0,95 |
3,8-4,4 |
8,5-9,5 |
2,3-2,7 |
< 0,5 |
< 1,0 |
– | – |
| P6M5 |
0,82-0,9 |
3,8-4,4 |
5,5-6,5 |
1,7-2,1 |
< 0,5 |
4,8-5,3 |
– | – |
|
11Р3АМ3Ф2
|
1,02-1,12 |
3,8-4,3 |
2,5-3,3 |
2,3-2,7 |
< 0,5 |
2,5-3,0 |
0,05-0,1 |
0,05-0,2 |
|
Higher Performance HSS
|
||||||||
|
Р6М5Ф3
|
0,95-1,05 |
3,8-4,3 |
5,7-6,7 |
2,3-2,7 |
< 0,5 |
4,8–5,3 |
– | – |
|
Р12Ф3
|
0,95-1,05 |
3,8-4,3 |
12-13 |
2,5-3 |
< 0,5 |
< 1,00 |
– | – |
|
Р18К5Ф2
|
0,85-0,95 |
3,8-4,4 |
17-18,5 |
1,8-2,2 |
4,7-5,2 |
< 1,00 |
– | – |
|
Р9К5
|
0,90-1 |
3,8-4,4 |
9-10 |
2,3-2,7 |
5-6 |
< 1,00 |
– | – |
|
Р6М5К5
|
0,84-0,92 |
3,8-4,3 |
5,7-6,7 |
1,7-2,1 |
4,7-5,2 |
4,8-5,3 |
– | – |
|
The Highest Performance HSS |
||||||||
|
Р9М4К8
|
1,00-1,1 |
3,0-3,6 |
8,5-9,5 |
2,3-2,7 |
7,5-8,5 |
3,8-4,3 |
– | – |
|
Р2АМ9К5
|
1,00-1,1 |
3,8-4,4 |
1,5-2 |
1,7-2,1 |
4,7-5,2 |
8-9 |
0,05-0,1 |
0,1-0,3 |
|
В11М7К23*
|
0,05-0,15 |
< 0,5 |
10,5-12,5 |
0,4-0,8 |
22,5-24 |
7-8 |
– | – |
|
В4М12К23*
|
0,05-0,15 |
< 0,5 |
3,8-4,4 |
0,4-0,8 |
22,5-24 |
12-13 |
– | – |