Download - GOST ГОСТ 2679
Catalogo dei fori di trasporto fabbricati in standard in pdf. (velikost 500kb)



Si tratta di acciaio rapido altamente legato contenente tungsteno, vanadio e molibdeno. Grazie a questi elementi leganti le seghe circolari hanno le qualità meccaniche molto buone e nello stesso tempo anche una resistenza eccellente. La struttura martensitica fine di cui creazione è assicurata con il tenore di 5% di molibdeno, aumenta la resistenza della lama alla rottura e alla fatica del materiale. Il tenore di tungsteno crea non soltanto i carburi di estrema durezza e aumenta la resistenza della lama, ma anche impedisce la crescita di grana del materiale. Oltre a ciò aumenta resistenza all‘usura, soprattutto ad alte temperature di lavoro. Il vanadio partecipa al miglioramento delle qualità meccaniche della lama nello stesso modo come gli elementi menzionati qui sopra. Crea la grana fine, aiuta a creare carburi duri ed aumenta la resisteza all’usura dello strumento.
| Composizione chimica tipica di HSS/Dmo5 in % | ||||||
| C | Si | Mn | Cr | Mo | V | W |
| 0,90 | 0,25 | 0,3 | 4,1 | 5,0 | 1,8 | 5,4 |
Questo acciaio rapido altamente legato è oltre al tungsteno e molibdeno legato anche con cobalto. Si distingue dall’acciaio sopraccitato HSS/Dmo5 soprattutto per il tenore di 5% di cobalto che impedisce la crescita di grana ad alte temperature di lavoro ed aumenta il rendimento del taglio. Tali qualità sono necessarie per la produttività di materiali duri, come per esempio acciai inox o acciai ad alta resistenza.
| Composizione chimica tipica di HSS/Emo5 in % | |||||||
| C | Si | Mn | Cr | Mo | V | W | Co |
| 0,92 | 0,4 | 0,3 | 4,1 | 5,0 | 1,9 | 6,4 | 4,8 |

Le seghe circolari GSP sono fornite standard con le geometrie menzionate qui sotto, opportune per la separazione di acciai e delle loro leghe.
| Geometrie standard di taglio dei dischi sega | ||
| Qualità dell’acciaio con cui la sega circolare è fabbricata |
Angolo - γ
" ° " |
Angolo - α
" ° " |
| HSS/Dmo5 | 18° | 8° |
| HSS/Emo5 | 12° | 6° |
Per la separazione dei materiali specifici in grandi serie consigliamo di usare le seghe circolari che hanno le geometrie di taglio adeguate per il genere concreto di materiale. Qui sotto c’é la loro lista..
| Geometrie di taglio raccomandate per i materiali concreti | |||
| Materiale | Fortezza | Angolo - γ | Angolo - α |
| N/mm2 | " ° " | " ° " | |
| Acciai da taglio | 350 - 500 | 20° | 8° |
| In acciaio temprato | 500 - 750 | 18° | 8° |
| Acciai con maggiore Fortezzaí (HSS) | 700 - 950 | 15° | 8° |
| Acciaio molto duro | 950 - 1050 | 12° | 8° |
| Acciai per il calore | 950 - 1300 | 10° | 8° |
| Acciaio austenitico (acciaio inox) | 500 - 800 | 12° | 8° |
| Alluminio non legato | 90 - 200 | 12° | 8° |
| Alluminio e sue leghe | 200 - 400 | 22° | 10° |
| Le leghe di alluminio fino a 5% | 300 - 500 | 20° | 8° |
| Rame | 200 - 400 | 20° | 10° |
| Phosphor bronzi | 400 - 600 | 15° | 8° |
| Bronzi duri | 600 - 900 | 12° | 8° |
| Ottone | 200 - 400 | 16° | 16° |
| Lega di ottone | 400 - 700 | 12° | 16° |
| Leghe di titanio | 300 - 800 | 18° | 8° |
Qui sotto ci sono le nostre raccomandazioni, quanto alla velocità periferica e alla velocità di spostamento secondo il tipo del materiale separato. I valori raccomandati per la velocità di taglio e di spostamento.
| Geometrie di taglio raccomandate per i materiali concreti | ||||
| Materiale | Fortezza | Velocità periferica | Avanzamento per dente | Gruppo |
| N/mm2 | vc m/min. | (mm) | " ° " | |
| Acciai da taglio | 350 - 500 | 25 - 50 | 0,03 - 0,06 | 1 |
| In acciaio temprato | 500 - 750 | 15 - 30 | 0,03 - 0,04 | 2 |
| Acciai con maggiore Fortezzaí (HSS) | 700 - 950 | 10 - 20 | 0,02 - 0,03 | 3 |
| Acciaio molto duro | 950 - 1050 | 10 - 15 | 0,02 - 0,03 | 4 |
| Acciai per il calore | 950 - 1300 | 5 - 10 | 0,01 - 0,03 | 5 |
| Acciaio austenitico (acciaio inox) | 500 - 800 | 10 - 20 | 0,01- 0,03 | 3 |
| Ghisa grigia | 100 - 400 | 1000 - 2000 | 0,04 - 0,09 | 6 |
| Alluminio e sue leghe | 200 - 400 | 500 - 1000 | 0,03 - 0,07 | 7 |
| Le leghe di alluminio fino a 5% | 300 - 500 | 120 - 200 | 0,03 - 0,07 | 8 |
| Rame | 200 - 400 | 100 - 400 | 0,04 - 0,06 | 9 |
| Phosphor bronzi | 400 - 600 | 100 - 400 | 0,04 - 0,06 | 9 |
| Phosphor bronzi | 600 - 900 | 40 - 120 | 0,04 - 0,06 | 10 |
| Ottone | 200 - 400 | 400 - 600 | 0,04 - 0,08 | 11 |
| Ottone legovaná | 400 - 700 | 150 - 500 | 0,04 - 0,06 | 12 |
| Ghisa grigia | 100 - 400 | 15 - 25 | 0,04 - 0,05 | 13 |
| Leghe di titanio | 300 - 800 | 25 - 50 | 0,03 - 0,04 | 1 |
| Travi e profili - parete 0,1 d | 300 - 600 | 15 - 20 | 0,03 - 0,06 | 14 |
| Profili e tubi - parete 0,025 d | 300 - 600 | 25 - 50 | 0,03 - 0,06 | 1 |
La scelta giusta di velocità periferica e di velocità di avanzamento è senza dubbio decisiva per l’ottimalizzazione del processo di taglio. Occorre prendere atto di ciò che c’è una coerenza stretta fra i valori delle due velocità che deve essere sempre rispettata. Se per esempio la velocità periferica fosse troppo grande nei confronti allo avanzamento, il pezzo tagliato risulterebbe piuttosto brunito. Al contrario, se la velocità di avanzamento fosse troppo grande nei confronti alla velocità periferica, la sega circolare avrebbe poco tempo per riuscire a buttare il truciolo fuori dello spazio interdentale, e potrebbe rompersi.
Attenzione a non scambiare la velocità periferica (V) espressa in metri per minuto, con il numero dei giri per minuto (RPM). Per accertare il numero dei giri necessari per messa a punto della macchina può usarsi la formula seguente:
RPM = V x 1000 / D x 3,14


La tabella a sinistrta contiene anche i valori raccomandati per lo spostamento del dente. Un tale valore permette di accertare lo spostamento generale che occore regolare alla macchina. A tale fine serve la formula seguente.
At = Az x Z x RPM
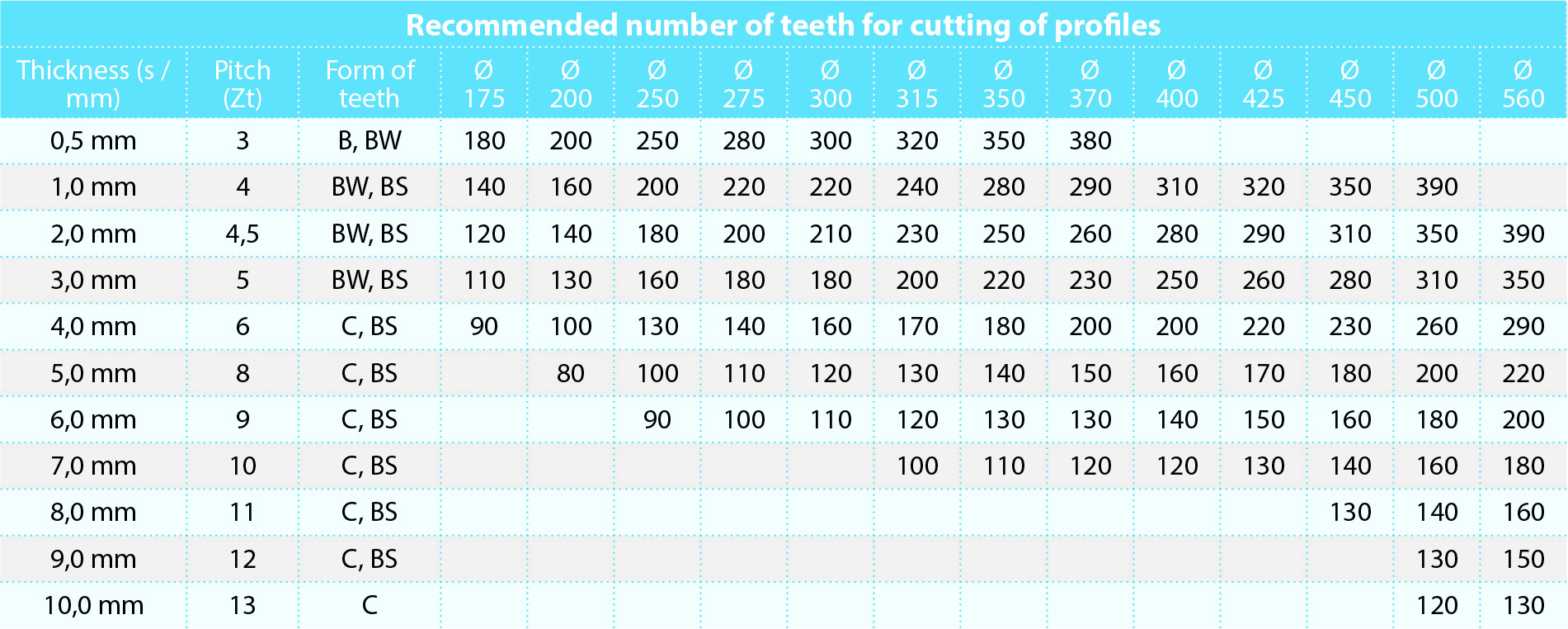
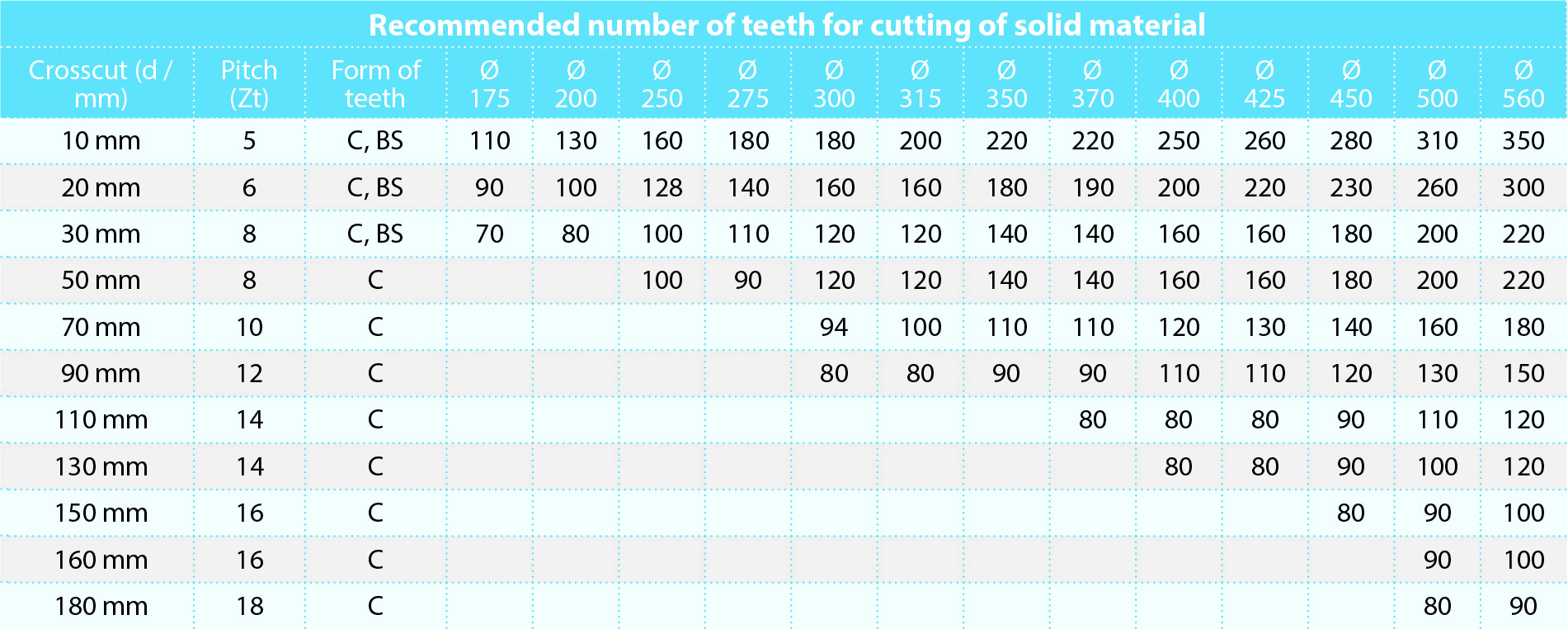
Numeri di denti e forme raccomandati per la separazione dei profilati cavi e del materiale pieno.
| Materials | Cooling liquids |
Cutting speed
Vc = m/min |
Feed per tooth
fz = mm/Z |
| Steel up to 500 N/mm² | Emulsion 1:20 | 100 - 80 | 0,010 - 0,030 |
| Steel up to 800 N/mm² | Emulsion 1:15 | 50 - 90 | 0,007 - 0,025 |
| Steel up to 1300 N/mm² | Emulsion 1:12 | 30 - 50 | 0,005 - 0,020 |
| Stainless steels | Emulsion 1:10 | 30 - 70 | 0,005 - 0,015 |
| Alloyed tool steels | Emulsion 1:10 | 15 - 40 | 0,005 - 0,012 |
| Titanium alloys | Cutting oil | 35 - 55 | 0,003 - 0,008 |
| Cast irons | Dry cutting | 30 - 90 | 0,005 - 0,010 |
| Copper | Emulsion or spray cooling | 200 - 500 | 0,020 - 0,040 |
| Brass | Emulsion or spray cooling | 300 - 500 | 0,010 - 0,040 |
| Aluminium | Emulsion or spray cooling | 400 - 2000 | 0,010 - 0,040 |
I dati raccomandati in questa tabella sono intesi solo come guida.

Si tratta del trattamento superficiale con ossidazione CO2, dove le seghe circolari finite si fanno ancora una volta rinvenire con il vapore surriscaldato a circa 550°C. Così si forma uno strato superficiale finissimo di durezza di 900 HV. Grazie alla liberazione di tensione, le seghe circolari ottengono anche maggiore flessibilità che impedisce la loro rottura eventuale. I micropori che si formano sulla superficie, permettono la migliore distribuzione del liquido refrigerante. Questo trattamento superficiale è adatto all’uso generale. Il taglio di alluminio, rame, ottone e delle loro leghe creano un’eccezione.

Le seghe circolari munite dal rivestimento TIN (titanio-nitruro) hanno una microdurezza molto alta in superfice che permette di usarle per la separazione dei materiali ad alta resistenza meccanica. Sono adatte al taglio di acciai con tenore medio di legante e di acciai duri. Le qualità del rivestimento permettono l’aumento di velocità periferica e di velocità di spostamento di fino a 50 %, il che in sommo grado riduce la durata dei cicli di lavoro.

Questo rivestimento è adatto al taglio di materiale ad alta resistenza, di accciai inox e di materiali resistenti all’usura, come per es. ghise e ottone. La qualità eccellente è la sua resistenza ad alte temperature di lavoro, e perciò è adatta all’uso al taglio secco o al taglo con raffreddamento limitato, è adatta anche per le grandi velocità periferiche.

Il rivestimento PVD con coefficiente bassissimo di attrito contro l'acciaio. Permette di ottenere tagli nettissimi ed evita le saldature a freddo anche nei tagli con alte velocità periferiche e avanzamenti nei materiali quali acciai durissimi, rame e otttone, alla lavorazione dei quali le saldature a freddo si fanno di solito. Permette di aumentare la velocità periferica e la velocità di avanzamento di fino a 100 % nei confronti con delle seghe circolari senza rivestimenti.

Visto il coefficiente bassissimo di attrito contro acciaio, le seghe circolari con rivestimento CrN sono destinate alla lavoraziona di materiali che al taglio possono incollarsi ai lati dello delliutensile. Si tratta soprattutto di ottone, bronzo, rame e leghe di alluminio. Altro vantaggio, c’é la possibilità di applicare il rivestimento in strati più spessi, fino allo spessore di 7μm.
Oltre ai rivestimenti PVD standard menzionati possiamo offrire altri rivestimenti PVD specialmente sviluppati, come per es. TICN MP, AlTin, DLC, NACO e NACRO.
| Recommended velocity (round per minute) | ||||||||
| Stainless steel | Cast iron or Steel over 1000 N/mm2 | Steel 550-800 N/mm2 | Ebonite, Welded pipes or Steel 450-500 N/mm2 | Non welded pipes | Cooper | Messing | Aluminium | |
|
Diameter of saw blade |
rpm | rpm | rpm | rpm | rpm | rpm | rpm | rpm |
| 20 mm | 318 | 637 | 796 | 955 | 1114 | 2387 | 3183 | 6366 |
| 25 mm | 255 | 509 | 637 | 764 | 891 | 1910 | 2546 | 5096 |
| 32 mm | 199 | 398 | 497 | 597 | 696 | 1492 | 1989 | 3979 |
| 40 mm | 159 | 318 | 398 | 477 | 557 | 1194 | 1592 | 3183 |
| 50 mm | 127 | 255 | 318 | 382 | 446 | 955 | 1273 | 2546 |
| 63 mm | 101 | 202 | 253 | 303 | 354 | 758 | 1011 | 2021 |
| 80 mm | 80 | 159 | 199 | 239 | 279 | 597 | 796 | 1592 |
| 100 mm | 64 | 127 | 159 | 191 | 223 | 477 | 637 | 1273 |
| 125 mm | 51 | 102 | 127 | 153 | 178 | 382 | 509 | 1019 |
| 160 mm | 40 | 80 | 99 | 119 | 139 | 298 | 398 | 796 |
| 200 mm | 32 | 64 | 80 | 95 | 111 | 239 | 318 | 637 |
| 250 mm | 25 | 51 | 64 | 76 | 89 | 191 | 255 | 509 |
| 315 mm | 20 | 40 | 51 | 61 | 71 | 152 | 202 | 404 |
| Surface Roughness | |||||
| Ra | Rz ISO | Ra Inch | Ry | N | DIN 3141 |
| 0,025 | 0,4 | 1 | 0,63 | N1 | VVVV |
| 0,05 | 0,63 | 2 | 1 | N2 | VVVV |
| 0,1 | 1 | 4 | 1,6 | N3 | VVVV |
| 0,2 | 2,5 | 8 | 4 | N4 | VVV |
| 0,4 | 4 | 16 | 6,3 | N5 | VVV |
| 0,8 | 6,3 | 32 | 10 | N6 | VVV |
| 1,6 | 10 | 63 | 16 | N7 | VVV |
| 16 | 25 | ||||
| 3,2 | 16 | 125 | 25 | N8 | VV |
| 25 | 40 | ||||
| 6,3 | 25 | 250 | - | N9 | VV |
| 40 | |||||
| 63 | V | ||||
| 12,5 | 63 | 500 | - | N10 | V |
| 100 | |||||
| 25 | 100 | 1000 | - | N11 | V |
| 100 | |||||
| 50 | 250 | 2000 | - | N12 | V |
| Tolerances for inside diameter and outside diameter of circular saw blades | |||
| Inside Diameter (mm) | Tolerance H6 | Tolerance H7 | Tolerance H8 |
| 1 mm till 3 mm | +6
0 |
+10
0 |
+14
0 |
| 3 mm till 6 mm | +8
0 |
+12
0 |
+18
0 |
| 6 mm till 10 mm | +9
0 |
+15
0 |
+22
0 |
| 10 mm till 18 mm | +11
0 |
+18
0 |
+27
0 |
| 18 mm till 30 mm | +13
0 |
+21
0 |
+33
0 |
| 30 mm till 50 mm | +16
0 |
+25
0 |
+39
0 |
| 50 mm till 80 mm | +19
0 |
+30
0 |
+46
0 |
| 80 mm till 120 mm | +22
0 |
+35
0 |
+54
0 |
| 120 mm till 180 mm | +25
0 |
+40
0 |
+63
0 |
| Tolerances for outside diameter of saw blades | ||
| Outside Diameter (mm) | Tolerance JS 15 | Tolerance JS 16 |
| 1 mm till 3 mm | ± 0,2 | ± 0,3 |
| 3 mm till 6 mm | ± 0,24 | ± 0,375 |
| 6 mm till 10 mm | ± 0,29 | ± 0,45 |
| 10 mm till 18 mm | ± 0,35 | ± 0,505 |
| 18 mm till 30 mm | ± 0,42 | ± 0,65 |
| 30 mm till 50 mm | ± 0,5 | ± 0,8 |
| 50 mm till 80 mm | ± 0,6 | ± 0,95 |
| 80 mm till 120 mm | ± 0,7 | ± 1,1 |
| 120 mm till 180 mm | ± 0,8 | ± 1,25 |
| 180 mm till 250 mm | ± 0,925 | ± 1,45 |
| 250 mm till 315 mm | ± 1,05 | ± 1,6 |
| 315 mm till 400 mm | ± 1,15 | ± 1,8 |
| 400 mm till 500 mm | ± 1,25 | ± 2 |