


Stiahnite si dokument - NORMA GOST (RUS - ГОСТ) 2679
Katalóg štandardne vyrábaných unášacích otvorov v pdf. (velikost 500kb)



Jedná sa o vysoko legovanú rýchloreznú oceľ s obsahom wolfrámu, vanádu a molybdénu. Vďaka týmto legovacím prvkom majú kotúčové píly veľmi dobré mechanické vlastnosti a zároveň vynikajúcu pevnosť. Jemná martenzitická štruktúra, jej tvorba je zaistená 5% obsahom molybdénu, zvyšuje odolnosť pílového kotúča proti prasknutiu a únave materiálu. Obsah wolfrámu formuje nielen extrémne tvrdé karbidy a zlepšuje pevnosť kotúča, ale predovšetkým zabraňuje rastu zŕn materiálu. Okrem toho zvyšuje oteruvzdornosť, predovšetkým pri vysokých pracovných teplotách. Vanád sa na zlepšenie mechanických vlastností píly podieľa podobne ako vyššie uvedené prvky. Vytvára jemné zrná, spolupodieľa sa na vzniku tvrdých karbidov a zvyšuje oteruvzdornosť nástroja.
| Typické chemické zloženie HSS/Dmo5 v % | ||||||
| C | Si | Mn | Cr | Mo | V | W |
| 0,90 | 0,25 | 0,3 | 4,1 | 5,0 | 1,8 | 5,4 |
Táto vysoko legovaná rýchlorezná oceľ je okrem wolfrámu a molybdénu legovaná aj kobaltom. Od vyššie uvedenej ocele HSS/Dmo5 sa líši predovšetkým 5% obsahom kobaltu, ktorý zabraňuje rastu zŕn pri vysokých pracovných teplotách a zvyšuje rezný výkon. Tieto vlastnosti sú potrebným predpokladom pre produktívne delenie tvrdých materiálov, ako sú napr. nerezové ocele, alebo ocele s vysokou pevnosťou.
| Typické chemické zloženie HSS/Emo5 v % | |||||||
| C | Si | Mn | Cr | Mo | V | W | Co |
| 0,92 | 0,4 | 0,3 | 4,1 | 5,0 | 1,9 | 6,4 | 4,8 |

Kotoučové pily GSP se standardně dodávají s níže uvedenými geometriemi, vhodnými pro dělení ocelí a jejich slitin.
| Standardní řezné geometrie pilových kotoučů | ||
| Akosť oceli, z ktorej je kotúčová píla vyrobená |
Úhel čela - γ
" ° " |
Úhel hřbetu - α
" ° " |
| HSS/Dmo5 | 18° | 8° |
| HSS/Emo5 | 12° | 6° |
Pre delenie špecifických materiálov vo veľkých sériách odporúčame používať kotúčové píly, ktoré majú naostrené rezné geometrie vhodné pre konkrétny druh materiálu. Nižšie uvádzame ich prehľad.
| Odporúčané rezné geometrie pre konkrétne materiály | |||
| Druh deleného materiálu | Pevnost | Úhel čela - γ | Úhel hřbetu - α |
| N/mm2 | " ° " | " ° " | |
| Ocele automatovej | 350 - 500 | 20° | 8° |
| Ocele cermenované | 500 - 750 | 18° | 8° |
| Ocele s vyššou pevnosťou (HSS) | 700 - 950 | 15° | 8° |
| Ocele veľmi tvrdé | 950 - 1050 | 12° | 8° |
| Ocele pre prácu za tepla | 950 - 1300 | 10° | 8° |
| Ocele austenitické (nerez) | 500 - 800 | 12° | 8° |
| Hliník nelegovaný | 90 - 200 | 12° | 8° |
| Hliník a jeho zliatiny | 200 - 400 | 22° | 10° |
| Zliatiny hliníka s max. 5% | 300 - 500 | 20° | 8° |
| Meď | 200 - 400 | 20° | 10° |
| Bronzy fosforové | 400 - 600 | 15° | 8° |
| Bronzy tvrdé | 600 - 900 | 12° | 8° |
| Mosadz | 200 - 400 | 16° | 16° |
| Mosadz legovaná | 400 - 700 | 12° | 16° |
| Zliatiny titánu | 300 - 800 | 18° | 8° |
Nižšie sú uvedené naše odporúčania pre obvodovú rýchlosť a rýchlosť posuvu podľa druhu deleného materiálu.
| Doporučené hodnoty pro rychlost řezu a posuv | ||||
| Druh deleného materiálu | Pevnost | Obvodová rychlost | Posuv na zub | Skupina |
| N/mm2 | vc m/min. | (mm) | " ° " | |
| Ocele automatovej | 350 - 500 | 25 - 50 | 0,03 - 0,06 | 1 |
| Ocele cermenované | 500 - 750 | 15 - 30 | 0,03 - 0,04 | 2 |
| Ocele s vyššou pevnosťou (HSS) | 700 - 950 | 10 - 20 | 0,02 - 0,03 | 3 |
| Ocele veľmi tvrdé | 950 - 1050 | 10 - 15 | 0,02 - 0,03 | 4 |
| Ocele pre prácu za tepla | 950 - 1300 | 5 - 10 | 0,01 - 0,03 | 5 |
| Ocele austenitické (nerez) | 500 - 800 | 10 - 20 | 0,01- 0,03 | 3 |
| Šedá litina | 100 - 400 | 1000 - 2000 | 0,04 - 0,09 | 6 |
| Hliník a jeho zliatiny | 200 - 400 | 500 - 1000 | 0,03 - 0,07 | 7 |
| Zliatiny hliníka s max. 5% | 300 - 500 | 120 - 200 | 0,03 - 0,07 | 8 |
| Meď | 200 - 400 | 100 - 400 | 0,04 - 0,06 | 9 |
| Bronzy fosforové | 400 - 600 | 100 - 400 | 0,04 - 0,06 | 9 |
| Bronzy fosforové | 600 - 900 | 40 - 120 | 0,04 - 0,06 | 10 |
| Mosadz | 200 - 400 | 400 - 600 | 0,04 - 0,08 | 11 |
| Mosadz legovaná | 400 - 700 | 150 - 500 | 0,04 - 0,06 | 12 |
| Šedá litina | 100 - 400 | 15 - 25 | 0,04 - 0,05 | 13 |
| Zliatiny titánu | 300 - 800 | 25 - 50 | 0,03 - 0,04 | 1 |
| Nosníky a profily - stěna 0,1 d | 300 - 600 | 15 - 20 | 0,03 - 0,06 | 14 |
| Profily a trubky - stěna 0,025 d | 300 - 600 | 25 - 50 | 0,03 - 0,06 | 1 |
Správna voľba obvodovej rýchlosti a rýchlosti posuvu je nepochybne rozhodujúca pre optimalizáciu procesu rezania. Je treba dbať na to, že medzi hodnotami oboch rýchlostí existuje úzka spojitosť, ktorá by mala byť vždy dodržaná. Pokiaľ je napr. obvodová rýchlosť v pomere voči posuvu príliš vysoká, bude sa rezaný diel skôr leštiť ako rezať. V opačnom prípade pri vysokej rýchlosti posuvu v pomere voči obvodové rýchlosti, zostává kotúčovej píle málo času, aby stihla vyhodiť triesku z medzizubného priestoru a môže doisť k jej zlomeniu. Obvodová rýchlosť (V), ktorá sa vyjadruje v metroch za minútu, sa nesmie zameniť s počtom otáčok za minútu (RPM). Aby bolo možné zistiť počet otáčok nutných pre nastavenie stroja, je možné použiť nasledujúci vzorec:
RPM = V x 1000 / D x 3,14


Uvedená tabuľka obsahuje tiež odporúčané hodnoty pre posuv na zub. Táto hodnota umožňuje zistiť celkový posuv, ktorý má byť na stroji nastavený. Slúži k tomu nasledujúci vzorec.
At = Az x Z x RPM
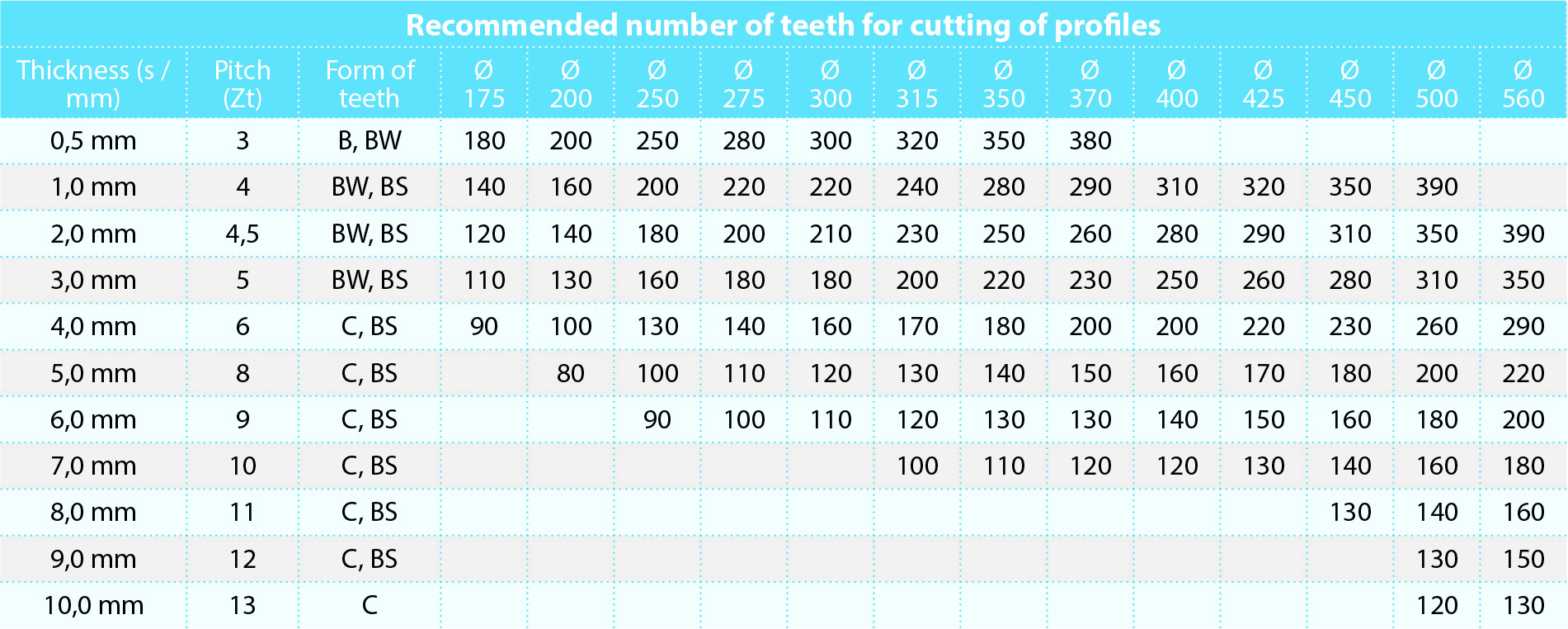
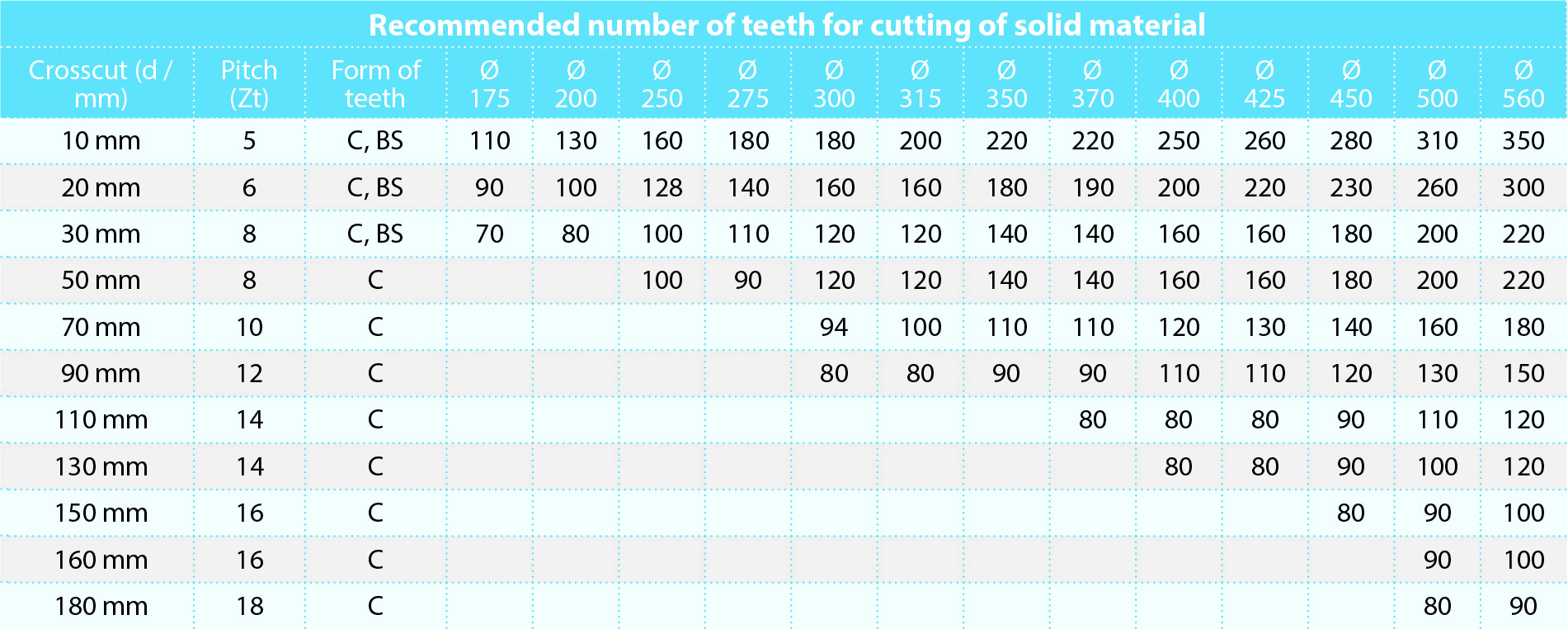
Odporúčané počty zubov a tvary ozubení pre delenie dutých profilov a plného materiálu
| Materials | Cooling liquids |
Cutting speed
Vc = m/min |
Feed per tooth
fz = mm/Z |
| Steel up to 500 N/mm² | Emulsion 1:20 | 100 - 80 | 0,010 - 0,030 |
| Steel up to 800 N/mm² | Emulsion 1:15 | 50 - 90 | 0,007 - 0,025 |
| Steel up to 1300 N/mm² | Emulsion 1:12 | 30 - 50 | 0,005 - 0,020 |
| Stainless steels | Emulsion 1:10 | 30 - 70 | 0,005 - 0,015 |
| Alloyed tool steels | Emulsion 1:10 | 15 - 40 | 0,005 - 0,012 |
| Titanium alloys | Cutting oil | 35 - 55 | 0,003 - 0,008 |
| Cast irons | Dry cutting | 30 - 90 | 0,005 - 0,010 |
| Copper | Emulsion or spray cooling | 200 - 500 | 0,020 - 0,040 |
| Brass | Emulsion or spray cooling | 300 - 500 | 0,010 - 0,040 |
| Aluminium | Emulsion or spray cooling | 400 - 2000 | 0,010 - 0,040 |
Údaje odporúčané v tejto tabuľke sú len orientačné.

Ide o povrchovú úpravu oxidáciou CO2, kedy sa dokončené kotúčové píly nechajú ešte raz popustiť v prehriatej pare pri ca 550 ° C. Pritom sa vytvorí neobyčajne jemná povrchová vrstva s tvrdosťou 900 HV. Vďaka uvoľneniu pnutia získajú kotúčové píly aj vyššiu pružnosť, ktorá zabraňuje ich prípadnému zlomeniu. Mikropóry, ktoré vzniknú na povrchu, umožňujú lepšie rozvádzanie chladiacej kvapaliny. Táto povrchová úprava je vhodná pre všeobecné použitie. Výnimku tvorí rezanie hliníka, medi, mosadze a ich zliatin.

Pílové kotúče opatrené TIN (titan-nitrid) povlakom získajú veľmi vysokú povrchovú mikrotvrdosť, ktorá umožňuje ich použitie na delenie materiálu s vysokou mechanickou odolnosťou. Je veľmi vhodný pre delenie stredne legovaných a tvrdých ocelí. Vlastnosti povlaku umožňujú zvýšenie obvodovej rýchlosti a rýchlosti posuvu až o 50%, čo podstatne skracuje dĺžku pracovných cyklov.

Tento povlak je vhodný pre delenie materiálov s vysokou pevnosťou v ťahu, nerezových ocelí a oteruvzdorných materiálov, ako sú napr liatiny a Mosadz. Vynikajúcou vlastnosťou je jeho odolnosť pri vysokých pracovných teplotách, je preto vhodný pre použitie pri suchých rezoch alebo pri rezoch s nedostatočných chladením. Veľmi vhodný je aj pre vysoké obvodové rýchlosti.

PVD povlak pílových kotúčov s veľmi nízkym koeficientom trenia proti oceli. Umožňuje dosiahnuť veľmi čisté rezy a zabraňuje návarom za studena i pri rezoch s veľmi vysokými obvodovými rýchlosťami a posuvy v materiáloch ako sú veľmi tvrdej ocele, Meď a Mosadz, pri ktorých obrábaní sa bežne návary za studena vyskytujú. Umožňuje zvýšiť obvodovú rýchlosť a rýchlosť posuvu až o 100% voči hodnotám pre nepotiahnuté pílového kotúča.

Veľmi nízky koeficient trenia proti oceli predurčuje kotúčové píly s povlakom GRAYSKIN na rezanie materiálov, ktoré majú silné tendencie sa v reze nalepovať na bočné steny nástroja. Jedná sa predovšetkým o Mosadz, bronz, Meď a zliatiny hliníka. Ďalšou výhodou je možnosť nanášať povlak v silnejších vrstvách až do hrúbky 7μm.
Okrem vyššie uvedených štandardných PVD povlakov je možné ponúknuť ďalšie špeciálne vyvinuté PVD, ako sú napr TICN MP, Altino, DLC, NACO a Nacra.
| Recommended velocity (round per minute) | ||||||||
| Stainless steel | Cast iron or Steel over 1000 N/mm2 | Steel 550-800 N/mm2 | Ebonite, Welded pipes or Steel 450-500 N/mm2 | Non welded pipes | Cooper | Messing | Aluminium | |
|
Diameter of saw blade |
rpm | rpm | rpm | rpm | rpm | rpm | rpm | rpm |
| 20 mm | 318 | 637 | 796 | 955 | 1114 | 2387 | 3183 | 6366 |
| 25 mm | 255 | 509 | 637 | 764 | 891 | 1910 | 2546 | 5096 |
| 32 mm | 199 | 398 | 497 | 597 | 696 | 1492 | 1989 | 3979 |
| 40 mm | 159 | 318 | 398 | 477 | 557 | 1194 | 1592 | 3183 |
| 50 mm | 127 | 255 | 318 | 382 | 446 | 955 | 1273 | 2546 |
| 63 mm | 101 | 202 | 253 | 303 | 354 | 758 | 1011 | 2021 |
| 80 mm | 80 | 159 | 199 | 239 | 279 | 597 | 796 | 1592 |
| 100 mm | 64 | 127 | 159 | 191 | 223 | 477 | 637 | 1273 |
| 125 mm | 51 | 102 | 127 | 153 | 178 | 382 | 509 | 1019 |
| 160 mm | 40 | 80 | 99 | 119 | 139 | 298 | 398 | 796 |
| 200 mm | 32 | 64 | 80 | 95 | 111 | 239 | 318 | 637 |
| 250 mm | 25 | 51 | 64 | 76 | 89 | 191 | 255 | 509 |
| 315 mm | 20 | 40 | 51 | 61 | 71 | 152 | 202 | 404 |
| Surface Roughness | |||||
| Ra | Rz ISO | Ra Inch | Ry | N | DIN 3141 |
| 0,025 | 0,4 | 1 | 0,63 | N1 | VVVV |
| 0,05 | 0,63 | 2 | 1 | N2 | VVVV |
| 0,1 | 1 | 4 | 1,6 | N3 | VVVV |
| 0,2 | 2,5 | 8 | 4 | N4 | VVV |
| 0,4 | 4 | 16 | 6,3 | N5 | VVV |
| 0,8 | 6,3 | 32 | 10 | N6 | VVV |
| 1,6 | 10 | 63 | 16 | N7 | VVV |
| 16 | 25 | ||||
| 3,2 | 16 | 125 | 25 | N8 | VV |
| 25 | 40 | ||||
| 6,3 | 25 | 250 | - | N9 | VV |
| 40 | |||||
| 63 | V | ||||
| 12,5 | 63 | 500 | - | N10 | V |
| 100 | |||||
| 25 | 100 | 1000 | - | N11 | V |
| 100 | |||||
| 50 | 250 | 2000 | - | N12 | V |
| Tolerances for inside diameter and outside diameter of circular saw blades | |||
| Inside Diameter (mm) | Tolerance H6 | Tolerance H7 | Tolerance H8 |
| 1 mm till 3 mm | +6
0 |
+10
0 |
+14
0 |
| 3 mm till 6 mm | +8
0 |
+12
0 |
+18
0 |
| 6 mm till 10 mm | +9
0 |
+15
0 |
+22
0 |
| 10 mm till 18 mm | +11
0 |
+18
0 |
+27
0 |
| 18 mm till 30 mm | +13
0 |
+21
0 |
+33
0 |
| 30 mm till 50 mm | +16
0 |
+25
0 |
+39
0 |
| 50 mm till 80 mm | +19
0 |
+30
0 |
+46
0 |
| 80 mm till 120 mm | +22
0 |
+35
0 |
+54
0 |
| 120 mm till 180 mm | +25
0 |
+40
0 |
+63
0 |
| Tolerances for outside diameter of saw blades | ||
| Outside Diameter (mm) | Tolerance JS 15 | Tolerance JS 16 |
| 1 mm till 3 mm | ± 0,2 | ± 0,3 |
| 3 mm till 6 mm | ± 0,24 | ± 0,375 |
| 6 mm till 10 mm | ± 0,29 | ± 0,45 |
| 10 mm till 18 mm | ± 0,35 | ± 0,505 |
| 18 mm till 30 mm | ± 0,42 | ± 0,65 |
| 30 mm till 50 mm | ± 0,5 | ± 0,8 |
| 50 mm till 80 mm | ± 0,6 | ± 0,95 |
| 80 mm till 120 mm | ± 0,7 | ± 1,1 |
| 120 mm till 180 mm | ± 0,8 | ± 1,25 |
| 180 mm till 250 mm | ± 0,925 | ± 1,45 |
| 250 mm till 315 mm | ± 1,05 | ± 1,6 |
| 315 mm till 400 mm | ± 1,15 | ± 1,8 |
| 400 mm till 500 mm | ± 1,25 | ± 2 |

















































 E-shop
E-shop