


Download - GOST ГОСТ 2679
Katalog av standardsvis produserte kilehuller i pdf. formaten. (500kb)



Det gjeldes et høy legert stål for hurtigskjær med innhold av wolfram, vanadium og molybden. Takk disse legeringsstoffer som gir meget høy skjærehastighet og har unike mekaniske egenskaper og fantastisk høy hardhet. Fin martensitisk struktur, deres blir skapet av 5% molybden, øker bestandighet av sagbladet, reduserer risikoen for brudd og splintring, og samtidig øker materialets slitasjemotstand og slitestyrket. Innhold av wolfram former ikke bare ekstremt harde karbider og forbedrer sagbladets herdheten, og samtidig avverger korning på materialet. Det også øker friksjonsbestandighet, særlig ved høye arbeidstemperaturer. Vanad hjelper å skape de samme egenskapene som de ovenstående grunnstoffene. Det virker mot oppvekst av korning, hjelper å danne hardheten til karbider og øker friksjonsbestandighet av utstyret.
| Typisk kjemisk sammensatning av HSS/Dmo5 i prosenter | ||||||
| C | Si | Mn | Cr | Mo | V | W |
| 0,90 | 0,25 | 0,3 | 4,1 | 5,0 | 1,8 | 5,4 |
Det er et høy legert stål for hurtigskjær som legeres, sammen med wolfram og molybden, også med kobalt. Fra det ovennevnete stålet skilles HSS/Dmo5 særlig med 5% innhold av kobalt, som virker mot oppvekst av korning ved høye temperaturer og resulterer i en øket effektivitet av skjæring. Disse egenskapene hjelper til produktiv deling av harde materialer, som til eksempel rustfritt stål, eller med andre typer stål som er ekstremt harde.
| Typisk kjemisk sammensatning av HSS/Dmo5 i prosenter | |||||||
| C | Si | Mn | Cr | Mo | V | W | Co |
| 0,92 | 0,4 | 0,3 | 4,1 | 5,0 | 1,9 | 6,4 | 4,8 |

Som standard leveres GSP sagblader med undernevnete geometrier, som er bestemt til deling av stål og deres legeringer.
| Standarde skjærgeometrier til sagblader | ||
| Kvalitet av stål som brukes til produksjon av sagbladet |
Vinkelhuvudet - γ
" ° " |
Spine vinkel - α
" ° " |
| HSS/Dmo5 | 18° | 8° |
| HSS/Emo5 | 12° | 6° |
For deling av spesifiske materialer i store mengder anbefalles det å bruke sagblader som har skjærgeometri slipet til det konkrete materialtypet. Nedenfor angis en oversikt av disse.
| Anbefalt kutte geometrier for konkrete materialer | |||
| Split type materiale | Styrka | Vinkelhuvudet - γ | Spine vinkel - α |
| N/mm2 | " ° " | " ° " | |
| Stål styckning | 350 - 500 | 20° | 8° |
| Härdat stål | 500 - 750 | 18° | 8° |
| Stål med högre hållfasthet (HSS) | 700 - 950 | 15° | 8° |
| Mycket hårt stål | 950 - 1050 | 12° | 8° |
| Stål för heta arbeten | 950 - 1300 | 10° | 8° |
| Austenitiskt stål (rostfritt stål) | 500 - 800 | 12° | 8° |
| Olegerat aluminium | 90 - 200 | 12° | 8° |
| Aluminium och dess legeringar | 200 - 400 | 22° | 10° |
| Aluminiumlegeringar med upp till 5% | 300 - 500 | 20° | 8° |
| Koppar | 200 - 400 | 20° | 10° |
| Fosforbrons | 400 - 600 | 15° | 8° |
| Brons hårt | 600 - 900 | 12° | 8° |
| Brass | 200 - 400 | 16° | 16° |
| Mässing Legering | 400 - 700 | 12° | 16° |
| Titanlegeringar | 300 - 800 | 18° | 8° |
Nedenfor er våre rekommenderingar for perimeter fart og bevegelse hastighet etter kuttet materiale. Nedenfor er våre rekommenderingar for perimeter fart og bevegelse hastighet etter kuttet materiale.
| Anbefalt kutte geometrier for konkrete materialer | ||||
| Split type materiale | Styrka | Periferihastighet | Matning per tand | Grupp |
| N/mm2 | vc m/min. | (mm) | " ° " | |
| Stål styckning | 350 - 500 | 25 - 50 | 0,03 - 0,06 | 1 |
| Härdat stål | 500 - 750 | 15 - 30 | 0,03 - 0,04 | 2 |
| Stål med högre hållfasthet (HSS) | 700 - 950 | 10 - 20 | 0,02 - 0,03 | 3 |
| Mycket hårt stål | 950 - 1050 | 10 - 15 | 0,02 - 0,03 | 4 |
| Stål för heta arbeten | 950 - 1300 | 5 - 10 | 0,01 - 0,03 | 5 |
| Austenitiskt stål (rostfritt stål) | 500 - 800 | 10 - 20 | 0,01- 0,03 | 3 |
| Grått gjutjärn | 100 - 400 | 1000 - 2000 | 0,04 - 0,09 | 6 |
| Aluminium och dess legeringar | 200 - 400 | 500 - 1000 | 0,03 - 0,07 | 7 |
| Aluminiumlegeringar med upp till 5% | 300 - 500 | 120 - 200 | 0,03 - 0,07 | 8 |
| Koppar | 200 - 400 | 100 - 400 | 0,04 - 0,06 | 9 |
| Fosforbrons | 400 - 600 | 100 - 400 | 0,04 - 0,06 | 9 |
| Fosforbrons | 600 - 900 | 40 - 120 | 0,04 - 0,06 | 10 |
| Brass | 200 - 400 | 400 - 600 | 0,04 - 0,08 | 11 |
| Mässing Legering | 400 - 700 | 150 - 500 | 0,04 - 0,06 | 12 |
| Grått gjutjärn | 100 - 400 | 15 - 25 | 0,04 - 0,05 | 13 |
| Titanlegeringar | 300 - 800 | 25 - 50 | 0,03 - 0,04 | 1 |
| Balkar och profiler - Wall 0,1 d | 300 - 600 | 15 - 20 | 0,03 - 0,06 | 14 |
| Profiler och rör - Wall 0,025 d | 300 - 600 | 25 - 50 | 0,03 - 0,06 | 1 |
Riktig valg av omkretshastigheten og skyvingshastigheten er uten tvil bestemmende for optimalisasjon av skjæringsprosessen. Det er nødvendig å passe på at det eksisterer en eng sammenhang mellom begge hastighetene, som skulle alltid holdes. Til eksempel - dersom omkretshastigheten er i forhold til skyvehastigheten for høy, blir det skjærede stykket heller pusset enn skjæret. Med det motsatte - en for høy skyvehastighet i forhold til omkretshastigheten forårsaker, at sagbladet har for lite tid å kaste en spon ute fra mellomrommet mellom tener og det kan enda brekkes.
Omkretshastighet (V) uttrykkes i meter per minutt, får ikke forbyttes med antall av omdreininger per minutt (RPM). For å fastslå antallet av omdreininger er det nødvendig å sette maskinen slik at det kan brukes denne formelen:
RPM = V x 1000 / D x 3,14


Denne verdien gjør det mulig å fastslå skyvning, som skal stilles på maskinen. Det gjøres med hjelp av følgende formel:
At = Az x Z x RPM
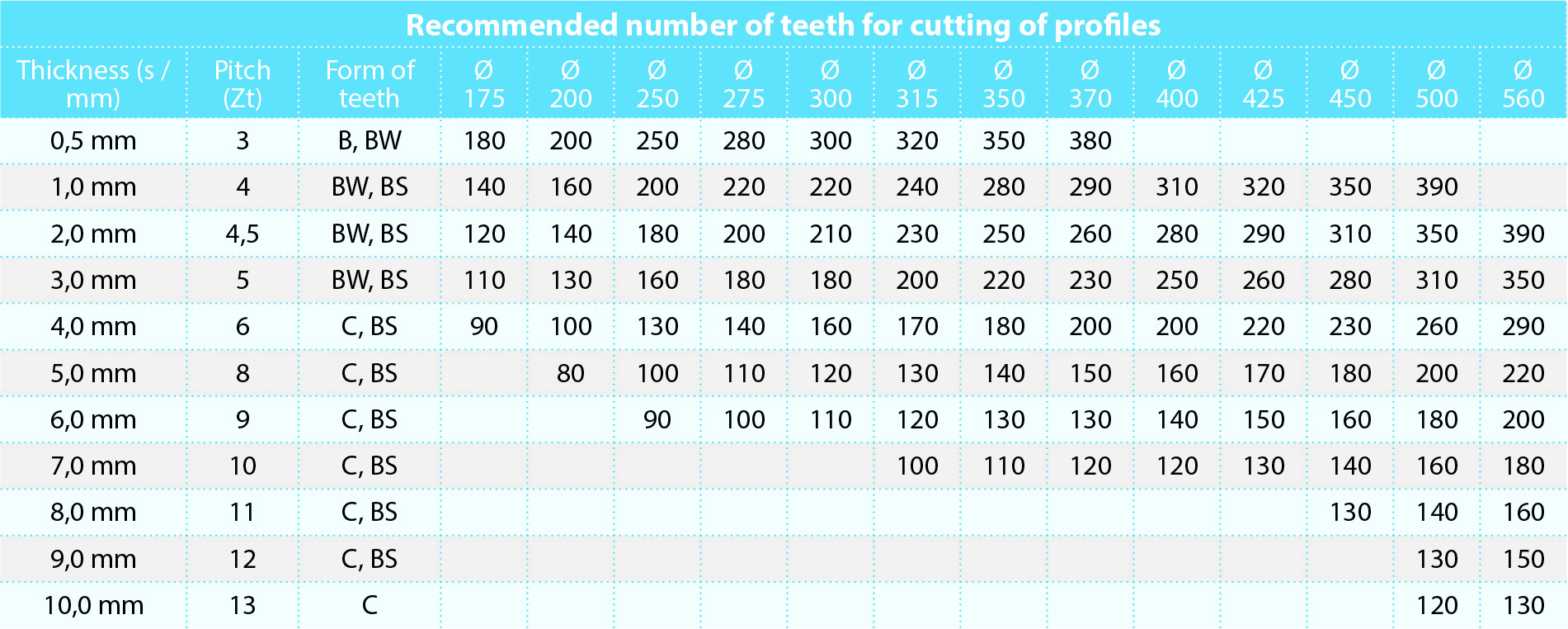
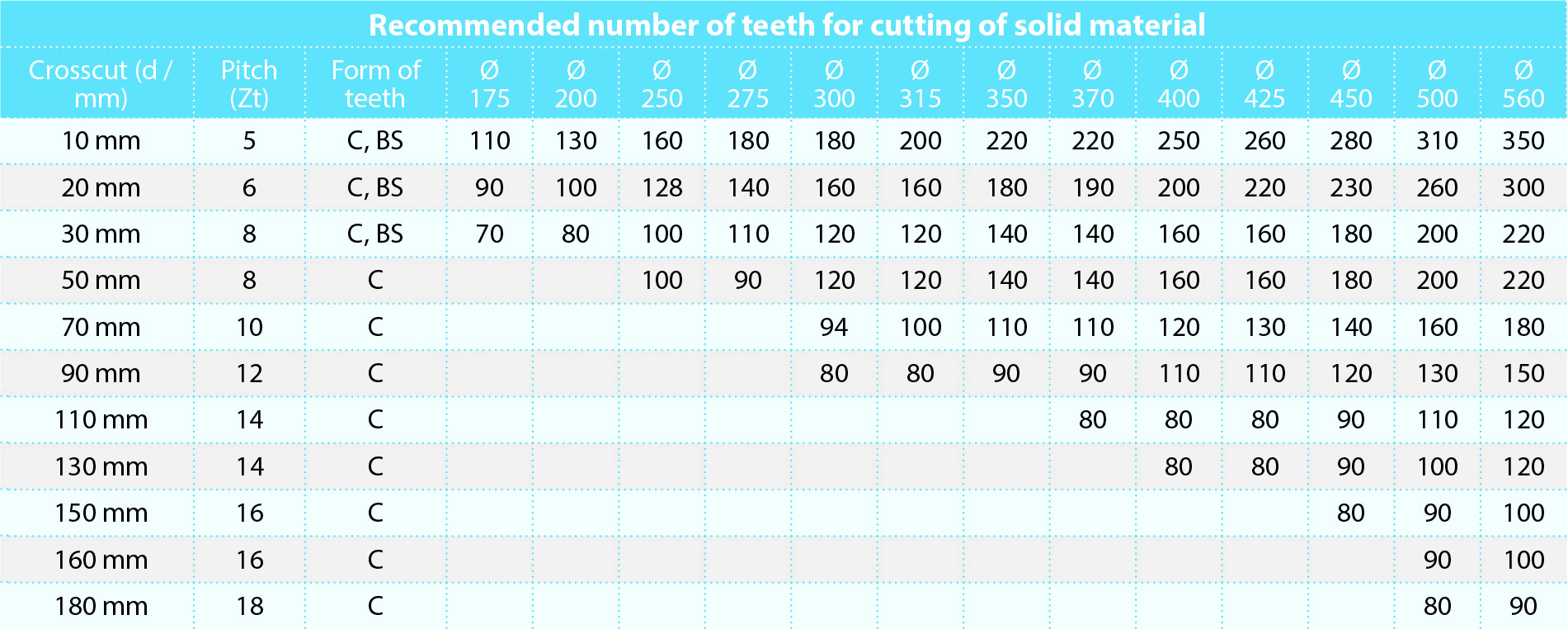
Anbefalte antallet av tenner og tannformen for deling av hule profiler og kompakt material.
| Materials | Cooling liquids |
Cutting speed
Vc = m/min |
Feed per tooth
fz = mm/Z |
| Steel up to 500 N/mm² | Emulsion 1:20 | 100 - 80 | 0,010 - 0,030 |
| Steel up to 800 N/mm² | Emulsion 1:15 | 50 - 90 | 0,007 - 0,025 |
| Steel up to 1300 N/mm² | Emulsion 1:12 | 30 - 50 | 0,005 - 0,020 |
| Stainless steels | Emulsion 1:10 | 30 - 70 | 0,005 - 0,015 |
| Alloyed tool steels | Emulsion 1:10 | 15 - 40 | 0,005 - 0,012 |
| Titanium alloys | Cutting oil | 35 - 55 | 0,003 - 0,008 |
| Cast irons | Dry cutting | 30 - 90 | 0,005 - 0,010 |
| Copper | Emulsion or spray cooling | 200 - 500 | 0,020 - 0,040 |
| Brass | Emulsion or spray cooling | 300 - 500 | 0,010 - 0,040 |
| Aluminium | Emulsion or spray cooling | 400 - 2000 | 0,010 - 0,040 |
Dataene som anbefales i denne tabellen er kun ment som en veiledning.

Passivering er en overflate behandling som utgjøres gjennom CO2 oksidasjon. Ferdig produserte sagblader gis inn i overhetet damp på ca. 550°C. Dermed skapes en meget fin beskyttende film av hardhet på 900 HV. Spenningsreduksjons øker materialets elastisitet, som virker mot brekkelse. Mikroporene som dannes i overflatefilmen virker for bedre effektivitet av kjølevaske. Denne overflatebehandlingen er meget passende for alminnelig bruk, med unntak av kutting i aluminium, kopper, messing og deres legering.

Sagblader med TiN belegg (Titanium Nitrid) får en spesielt høy mikroherding som muligjør at de kan brukes for deling av materialer med høy mekanisk resistens. Den er meget passende for kapping av legerte stål og hardt stål. Egenskapene til dette belegget gir en god effekt ved økning av omkretshastighet og hastigheten av skyvning med 50 prosent, som gjør arbeidssykler kortere.

Dette belegget er passende for deling av materialer under tensjon, rustfritt stål og friksjonsbestandige materialer, t.e. støpejern og messing. Det gir utmerket bestandighet ved høye arbeidstemperaturer, derfor er den meget bra å brukes til tørrkutting eller til kutting med utilstrekkelig kjøling. Det er også fantastisk med høy omkretshastighet.

PVD belegg med meget lav friksjonskoeffisient mot stål. Det gjør et rent, nøyaktig snitt. Det hindrer risikoer av kladding enda under kutt i meget stor omkretshastighet eller forskiving i meget harde materialer som herdet stål, kopper og messing, med disse materialer oppstår det ofte kladding under kald bearbeiding. Gir en god effekt ved økning av omkretshastighet og hastigheten av skyvning med 100 prosent henholdsvis sagblader uten noe belegg.

Meget lav friksjonskoeffisient mot stål og sager med GRAYSKIN belegg er beregnet for meget rent kutt i problematiske materialer og de minsker risikoen for kladding på sidene av utstyret. Dette gjelder særlig messing, bronse, kopper og aluminium legering. En annen fordel er at belegget kan skapes i lag på tykkelse inntil 7µm.
Sammen med de ovennevnete standarde PVD beleggene, kan vi tilby til våre kunder noen spesielt utviklede PVD belegg, som til eksempel TICN MP, AlTin, DLC, NACO og NACRO.
| Recommended velocity (round per minute) | ||||||||
| Stainless steel | Cast iron or Steel over 1000 N/mm2 | Steel 550-800 N/mm2 | Ebonite, Welded pipes or Steel 450-500 N/mm2 | Non welded pipes | Cooper | Messing | Aluminium | |
|
Diameter of saw blade |
rpm | rpm | rpm | rpm | rpm | rpm | rpm | rpm |
| 20 mm | 318 | 637 | 796 | 955 | 1114 | 2387 | 3183 | 6366 |
| 25 mm | 255 | 509 | 637 | 764 | 891 | 1910 | 2546 | 5096 |
| 32 mm | 199 | 398 | 497 | 597 | 696 | 1492 | 1989 | 3979 |
| 40 mm | 159 | 318 | 398 | 477 | 557 | 1194 | 1592 | 3183 |
| 50 mm | 127 | 255 | 318 | 382 | 446 | 955 | 1273 | 2546 |
| 63 mm | 101 | 202 | 253 | 303 | 354 | 758 | 1011 | 2021 |
| 80 mm | 80 | 159 | 199 | 239 | 279 | 597 | 796 | 1592 |
| 100 mm | 64 | 127 | 159 | 191 | 223 | 477 | 637 | 1273 |
| 125 mm | 51 | 102 | 127 | 153 | 178 | 382 | 509 | 1019 |
| 160 mm | 40 | 80 | 99 | 119 | 139 | 298 | 398 | 796 |
| 200 mm | 32 | 64 | 80 | 95 | 111 | 239 | 318 | 637 |
| 250 mm | 25 | 51 | 64 | 76 | 89 | 191 | 255 | 509 |
| 315 mm | 20 | 40 | 51 | 61 | 71 | 152 | 202 | 404 |
| Surface Roughness | |||||
| Ra | Rz ISO | Ra Inch | Ry | N | DIN 3141 |
| 0,025 | 0,4 | 1 | 0,63 | N1 | VVVV |
| 0,05 | 0,63 | 2 | 1 | N2 | VVVV |
| 0,1 | 1 | 4 | 1,6 | N3 | VVVV |
| 0,2 | 2,5 | 8 | 4 | N4 | VVV |
| 0,4 | 4 | 16 | 6,3 | N5 | VVV |
| 0,8 | 6,3 | 32 | 10 | N6 | VVV |
| 1,6 | 10 | 63 | 16 | N7 | VVV |
| 16 | 25 | ||||
| 3,2 | 16 | 125 | 25 | N8 | VV |
| 25 | 40 | ||||
| 6,3 | 25 | 250 | - | N9 | VV |
| 40 | |||||
| 63 | V | ||||
| 12,5 | 63 | 500 | - | N10 | V |
| 100 | |||||
| 25 | 100 | 1000 | - | N11 | V |
| 100 | |||||
| 50 | 250 | 2000 | - | N12 | V |
| Tolerances for inside diameter and outside diameter of circular saw blades | |||
| Inside Diameter (mm) | Tolerance H6 | Tolerance H7 | Tolerance H8 |
| 1 mm till 3 mm | +6
0 |
+10
0 |
+14
0 |
| 3 mm till 6 mm | +8
0 |
+12
0 |
+18
0 |
| 6 mm till 10 mm | +9
0 |
+15
0 |
+22
0 |
| 10 mm till 18 mm | +11
0 |
+18
0 |
+27
0 |
| 18 mm till 30 mm | +13
0 |
+21
0 |
+33
0 |
| 30 mm till 50 mm | +16
0 |
+25
0 |
+39
0 |
| 50 mm till 80 mm | +19
0 |
+30
0 |
+46
0 |
| 80 mm till 120 mm | +22
0 |
+35
0 |
+54
0 |
| 120 mm till 180 mm | +25
0 |
+40
0 |
+63
0 |
| Tolerances for outside diameter of saw blades | ||
| Outside Diameter (mm) | Tolerance JS 15 | Tolerance JS 16 |
| 1 mm till 3 mm | ± 0,2 | ± 0,3 |
| 3 mm till 6 mm | ± 0,24 | ± 0,375 |
| 6 mm till 10 mm | ± 0,29 | ± 0,45 |
| 10 mm till 18 mm | ± 0,35 | ± 0,505 |
| 18 mm till 30 mm | ± 0,42 | ± 0,65 |
| 30 mm till 50 mm | ± 0,5 | ± 0,8 |
| 50 mm till 80 mm | ± 0,6 | ± 0,95 |
| 80 mm till 120 mm | ± 0,7 | ± 1,1 |
| 120 mm till 180 mm | ± 0,8 | ± 1,25 |
| 180 mm till 250 mm | ± 0,925 | ± 1,45 |
| 250 mm till 315 mm | ± 1,05 | ± 1,6 |
| 315 mm till 400 mm | ± 1,15 | ± 1,8 |
| 400 mm till 500 mm | ± 1,25 | ± 2 |








































