


Kvalitetna sečiva frikcionih testera se uvek izradjuju od specijalnih tipova čelika koji su namenjeni za ove alate. Posebno se koristi čelik tipa 1.2235 Hrom-Vanadijum inikl-čelici, žareni i kaljeni, jer ovo garantuje superiornu dugotrajnost po razumnoj ceni. Ovo je najbolji izbor trenutno za sečiva za vruće i frikciono sečenje.
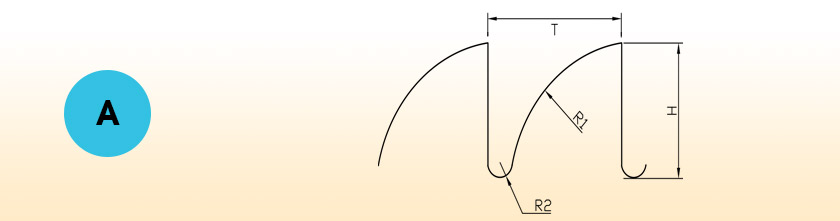
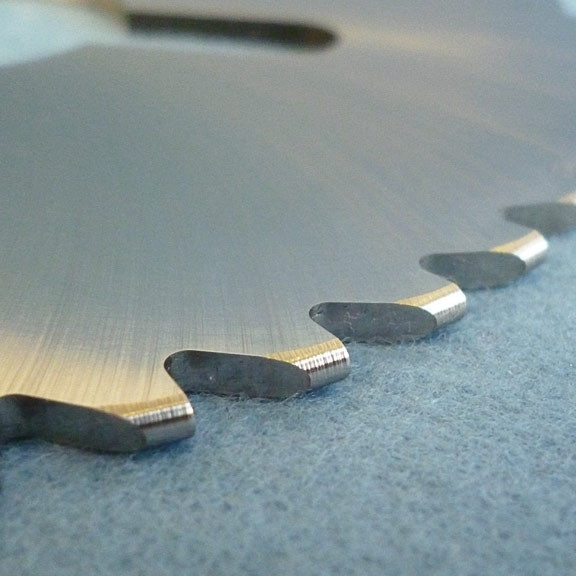
Drawing A : Friction tooth shape A2 suitabl for carbon steel friction cutting with material cutting temperature less than 100°C. Maximum wall thickness of tube 7 mm. Recomende cutting speed 80 – 150 m/minute.
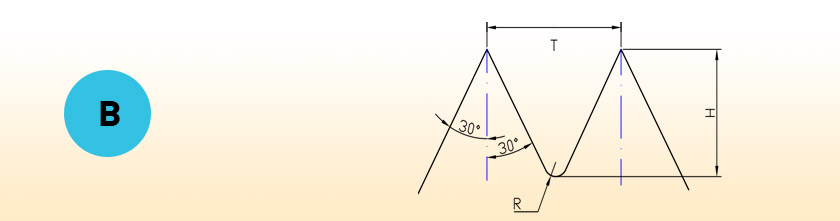
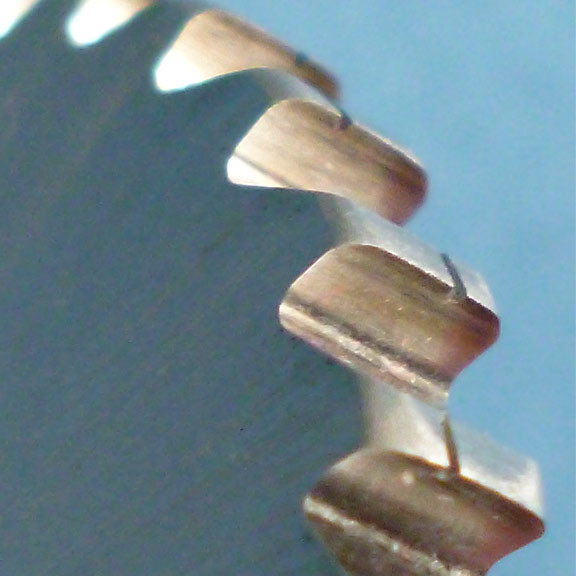
Drawing B : Friction tooth shape ST for hot cutting on rolling billets, pipes and structural steel with temperature over 600°C.
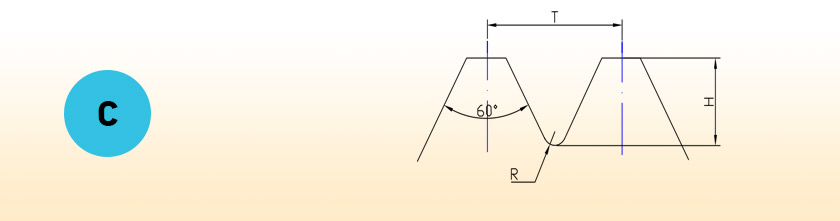
Drawing C : Fricton tooth shape ST with facet for hot cutting on rolling billets, pipes and steel profiles with material temperature over 800°C.
Opis proizvoda: Sečiva frikcionih testera za sečenje metala.
Sečiva za vruće i frikciono sečenje do prečnika 2500 mm su alati velike efikasnosti izradjeni od osvedočenih čeličnih ploča zatezne čvrstoće od 850 do 950 N/mm2. Sečiva frikcionih testera koriste se za sečenje čeličnih cevi i profila na niskoj radnoj temperaturi, što znači pri temperaturi materijala do 250° C. Izradjuju se od hrom-vanadijum čelika označenih sa (DIN 1.2235) i termički su tretirani kako bi se dostigao optimalan odnos žilavosti i tvrdoće, što je pogodno za sečenje materijala sa velikom obodnom brzinom sečenja. Princip sečenja sastoji se u topljenju materijala na mestu rezanja što je uzrokovano specijalnom vrstom zubaca.
GSP - High Tech Saws, s.r.o. može da proizvodi ove alate sa konusno brušenom unutrašnošću. Moguć je izbor prečnika prirubnice, broja zubaca, prečnika centralnog otvora, debljina, broja i prečnika otvora osovinica zahvatača. Sečiva testera za vruče i frikciono sečenje koriste se za sečenje ploča – četvrtastih gredica – tabli – cevnih profila. Sečiva testera za vruće sečenje se koriste za sečenje metala sa temperaturom preko 850° C. kada se testerišu metali ispod temperature od 250° C, koriste se sečiva frikcione testere. Oba metoda testerisanja su frikciono sečenje.
Frikciona toplota u reznom prorezu proizvodi temperature koje dovode materijal u mekano, skoro plastično stanje. Da bi se uklonile krhotine iz žljeba zupca, za efikasno sečenje je od suštinske važnosti obilje ili jak protok sredstva za hladjenje (po mogućstvu pod visokim pritiskom). Potrebna brzina sečenja je Vc=100-140 m/sec.
U zavisnosti od materijala koji treba da se seče, pomak koji se dostiže je Vf=80-2000 mm/min. Geometrija zubaca i razmak izmedju zubaca odredjeni su sekcijom i kvalitetom (analizom) materijala koji treba da se seče kao i mašinom za sečenje. Termičkom obradom sečiva testere od 1200-1250 N/mm² (do prečnika od 1000 mm) ili otvrdnjavajem zubaca do Rockwell C 58 (do prečnika od 2500) produžava se vek trajanja sečiva a takodje se i povećava broj sečenja izmedju oštrenja.
Ovim materijalom postiže se najbolji kompromis izmedju otpora na zamor, otpora na pukotine i troškova. Čelik tipa 1.2604 tungsten molibden se takodje koristi kod odredjenih primena gde su krucijalni otpor na zamor i veće vreme mašine. Medjutim, zbog velikih troškova, 1.2604 tungsten molibden se uzima u obzir samo onda kad drugi tipovi čelika ne pokazuju traženi učinak. Sečiva za testere se kale specijalnom termičkom obradom (otvrdnjavanje) centara za sečiva testera i slične proizvode prema najnovijim tehničkim mogućnostima.
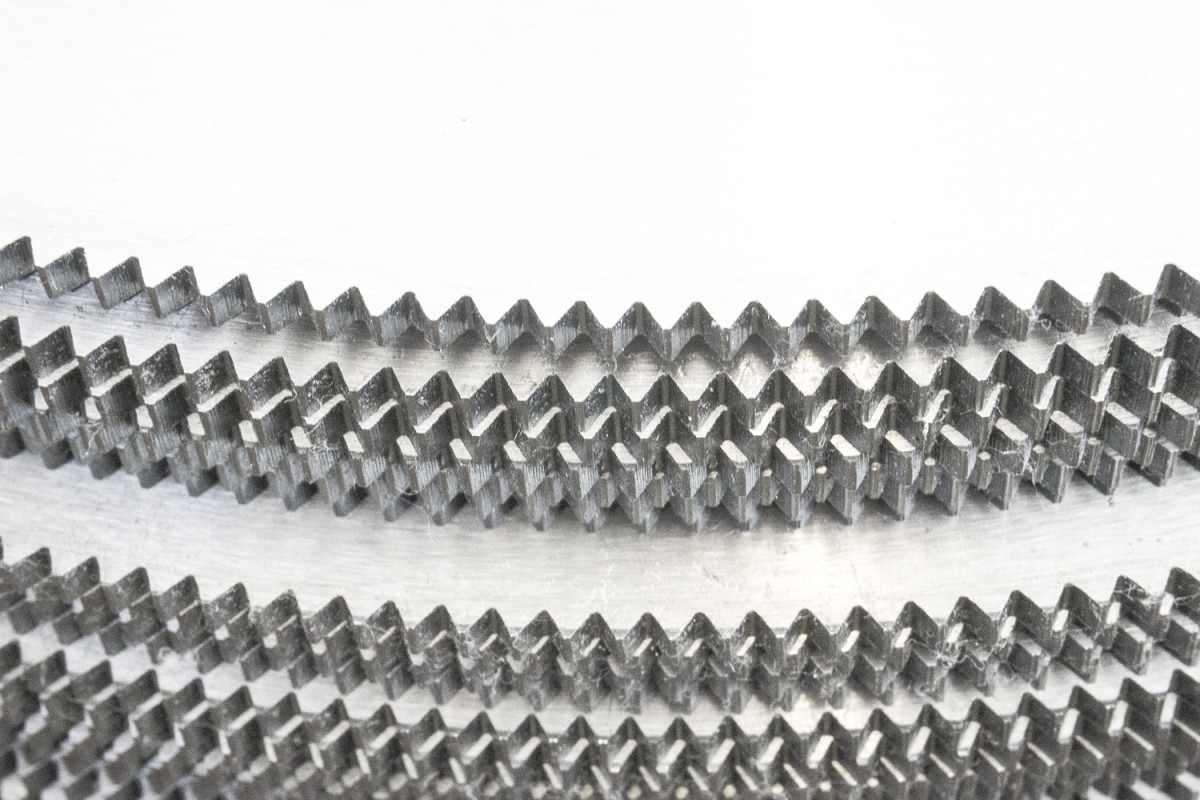
Kvalitet frikcionih testera očituje se kaljenjem u cilju poboljšane trajnosti i u boljem servisiranju jer nije potreban nikakav drugi servis osim oštrenja. Dalje, samo se kaljenim sečivima omogućava superiorna ravnina, radijalno i lateralno kretanje i pravilno zatezanje. Preporučena tvrdoća kreće se u opsegu izmedju 42 – 46 HRc, ali može varirati u zavisnosti od primene i želje korisnika. Zupci se glodanjem obradjuju u puno kućište sečiva kako bi se obezbedila najveća preciznost koja je slična pa čak i prevazilazi kvalitet brušenih zubaca. Oblik zubaca je takav da podržava čišćenje krhotina iz žljeba zubaca. U najvećem broju slučajeva na zupcima se vrši unutrašnje brušenje sa obeju strana kako bi se sprečilo zaglavljivanje sečiva tokom korišćenja i da se smanji nastajanje pukotina. Paralelno brušene frikcione testere, medjutim, često pokazuju isto tako dobar učinak i što se tiče troškova efikasnije su. Proizvodnja frikcionih testera zahteva striktnu kontrolu kvaliteta, s obzirom na to da velike brzine sečenja i ekstreman napor ne dozvoljavaju odstupanje od proizvodnih tolerancija kako bi se izbegle moguće katastrofalne posledice.
Da bi se postigla neophodna stabilnost tokom sečenja, preporučeni odnos prečnik/debljina je u opsegu od 0,6 – 1,0 % prečnika; tj. sečivo od 500 mm treba da ima debljinu od oko 3-5 mm. Treba pomenuti da debljina sečiva u kombinaciji sa debljinom materijala koji se seče odredjuje potrebnu snagu mašine za sečenje. Ukoliko je mašina isuviše slaba za dotičnu primenu ili za sečivo frikcione testere koje se koristi, tada će uticaj na karakteristike sečenja biti negativan. Na karakteristike sečenja takodje utiču i oblik zubaca i razmak izmedju zubaca. Iako se koriste i drugi oblici zubaca, najčešće korišćeni zupci su oblika "papagajskog kljuna", koji je postao industrijski standard. Nagibni ugao treba uvek da bude negativan kako bi a) opterećenje zubaca držao niskim da bi se na minimum sveo prenos toplote na zupce sečiva, i b) da bi se pomoglo čišćenje krhotina/strugotine iz žljeba zubaca.
Sledstveno tome, ako je ugao 0° ili čak pozitivan, prostor za strugotinu u žljebu zubaca postaje ograničen a sile pomaka mogu postati isuviše velike tako da može doi do naprsnuća, koja obično nastaju usled toga što žljebovi grubo nastavljaju da se kreću ka centru sečiva. Simetrično trouglasti oblik zubaca (30°/30°) se takodje često koristi. Ovaj oblik zubaca ima negativan rezni ugao i prednost mu je što se sečivo može kretati u oba smera. Teško je dati preporuke u pogledu razmaka izmedju zubaca za konkretne primene. Generalno, 280 – 350 zubaca za sečiva dimenzija od 400 ∅mm do 800 ∅mm pokazuje se dobrim za većinu primena, ovo je jednako razmaku izmedju zubaca od 5 - 7 mm. Razmak izmedju zubaca a time i broj zubaca za dotični prečnik normalno se odredjuju brojem zubaca koji su u bilo koje vreme potrebni da budu aktivni, tj. u kontaktu sa materijalom koji se seče. Generalno, 4 do 8 zubaca mora biti uključeno u sečenje za male i srednje sekcije a 8 do 12 zubaca za velike sekcije. Isuviše malo zubaca će ograničiti stopu proizvodnje i u nekim slučajevima može izazvati neželjene vibracije.
Nasuprot tome, isuviše zubaca može ograničiti prostor u žljebu sa mogućim posledicama koje su gore navedene. Visina zubaca je otprilike 90% od razmaka izmedju zubaca (tj. razmak izmedju zubaca od 6 mm odgovara približno visini zubaca od 5.4 mm). Sečiva frikcionih testera mogu se koristiti na stacionarnim mašinama za sečenje kao i na letećim mašinama za sečenje. Neke od glavnih primena su uzdužno sečenje čeličnih cevi sa različitim debljinama zidova i profila koji se izradjuju od gradjevinskog čelika. Frikcione testere takodje koriste proizvodjači čeličnih stubova, ograda, žica za ogradu i mnogih drugih primena gde je neophodno ekonomično i brzo razdvajanje materijala. Sečiva frikcionih testera nisu pogodna za šipke od čvrstog čelika. Pravilna upotreba sečiva frikcionih testera, kako to i samo ime kaže, razlikuje se od većine drugih tipova testera. Sečiva frikcionih testera, nasuprot sečivima testera za sečenje u hladnom stanju, rade pri velikoj brzini. Metod sečenja sečiva frikcionih testera je frikciono sečenje u toplom stanju. Frikciona toplota u području sečenja proizvodi temperature koje materijal dovode u meko skoro plastično stanje.
Neophodna brzina sečenja je
Vc = 100-140 m/sec pri brzini sečiva od oko 3000-4000 rpm, u zavisnosti od prečnika sečiva (vidite formule u prilogu). Sečivo tad zapravo ne seče materijal već ga odvaja i rastavlja.
Brzina ne sme nikada pasti ispod 100 m/s , jer testere nisu dizajnirane da rade pod takvim uslovima. Postoji rizik od naprsnuća, loma i permanentne deformacije alata. Brzine preko 140 m/s takodje se ne preporučuju jer se ne može garantovati da će sečiva testere izdržati takve sile. Još jedna teškoća je da se utvdi faktor brzine pomaka. Ne mogu se dati nikakve konkretne preporuke u pogledu brzine pomaka što u mnogome zavisi od same mašine za sečenje i od dizajna i održavanja sečiva kao i od materijala koji treba da se iseče. Ovo se može prilagoditi da bi se optimizovao odnos izmedju produktivnosti i habanja sečiva. Ukoliko je isuviše mali, zupci koji se koriste za sečenje teže da se prekomerno greju a isuviše brzo hladjenje prilikom izlaska iz reza mogu da prouzrokuju deformaciju i naprsnuće. Ukoliko je isuviše veliki, svaki zubac će morati da pretrpi sile koje su veće od njegovih mogućnosti (granica loma), što može da prouzrokuje naprsnuće od žljeba zubaca i da ih pohaba.
S obzirom na to da frikciona testera topi rez pomoću frikcione toplote, svako hladjenje pre ili tokom sečenja treba da se izbegne u svakom slučaju kako bi se postigle potrebne temperature. Obilan ili jak protok ili kontakt sa bilo kojom vrstom rashladnog sredstva, posebno u kontaktu sa područjem sečenja, sprečiće da sečivo seče bez teškoća, sečivo će se jednostavno "okačiti" (zaglaviti) u materijal i zaustaviti. U odredjenim slučajevima, hladjenje takodje može pospešiti i stvaranje pukotina. Hladjenje emulzijom nakon sečenja može produžiti vek trajanja sečiva, ali se moraju preduzeti mere kako bi se sprečilo da se rashladno sredstvo uvuče u područje sečenja. Ukoliko je brzina rada ili obrtni momenat mašine isuviše mali, mogao bi nastati isti problem.
Sledstveno tome, snaga mašine za sečenje je važna. Tupljenje i gušenje žljebova povećava trenje i otpor prema sečenju i sledstveno tome potrebna je snaga. Zbog toga snaga ima uticaja na radni vek i učinak sečenja sečiva testere. Ona uvek mora biti dovoljna i mora se konstantno proveravati mernom opremom, s obzirom na to da se znatno povećava kada se sečivo istupi a neravnine u ivicama sečenja se povećavaju. Na kraju, treba pomenuti da sečiva frikcionih testera trpe veliki napor tokom korišćenja i da zato sečiva a posebno zupci počinju da se habaju odmaj nakon što se puste u rad. Učinak se znatno smanjuje što je pohabanije sečivo, sve dok potpuno ne podbaci. Blagovremeno oštrenje zubaca je od velikog značaja, jer se tupim zupcima povećava stvaranje neravnina i pospešuje verovatnoća da se zupci polome i nastanu pukotine.
Preporučuje se da se redovno menjaju sečiva u skladu sa rigoroznim programom održavanja. Puštanjem da sečiva rade isuviše dugo je mala ušteda u odnosu na rizike prekomernog trošenja i neplaniranog gubitka vremena koje može nastati. Predmet kojim se oštri treba da ukloni čelik tako što će se vršiti brušenje kako bi se eliminisao svaki trag zaobljenja ili habanja, tako da zupci imaju dobro naoštrene uglove i da se obnovi originalni oblik. Često je neophodno da se ukloni velika količina metala zarad kompletnog renoviranja; medjutim, proces ne sme da se isforsira brusnim diskovima koji su isuviše tvrdi ili korišćenjem prekomerne sile, s obzirom na to da postoji rizik od pregrevanja i otkaljenja (plavi lom) čelika.
Sečiva frikcionih testera za sečenje metala – standardne dimenzije |
||||
| Diameter (mm) | Thickness (mm) | Central bore | Number of teeth | Weight (kg) |
| 200 | 2,0 | 30 | 160 | 0,5 |
| 250 | 2,5 | 30 | 160 | 0,8 |
| 250 | 3,0 | 30 | 160 | 1,0 |
| 300 | 2,5 | 40 | 180 | 1,5 |
| 300 | 3,0 | 40 | 180 | 1,5 |
| 350 | 2,5 | 40 | 200 | 1,8 |
| 350 | 3,0 | 40 | 200 | 2,0 |
| 400 | 2,5 | 40 | 240 | 2,0 |
| 400 | 3,0 | 40 | 240 | 2,6 |
| 400 | 4,0 | 40 | 240 | 3,4 |
| 450 | 2,5 | 40 | 240 | 2,5 |
| 450 | 3,0 | 40 | 240 | 3,1 |
| 450 | 4,0 | 40 | 240 | 4,2 |
| 500 | 3,0 | 40 | 300 | 4,2 |
| 500 | 4,0 | 40 | 300 | 5,0 |
| 520 | 3,0 | 40 | 300 | 4,4 |
| 520 | 4,0 | 40 | 300 | 5,4 |
| 520 | 5,0 | 40 | 300 | 7,0 |
| 520 | 6,0 | 40 | 300 | 8,2 |
| 550 | 3,0 | 40 | 300 | 5,2 |
| 550 | 4,0 | 40 | 300 | 6,2 |
| 550 | 5,0 | 40 | 300 | 7,5 |
| 560 | 3,0 | 40 | 300 | 5,5 |
| 560 | 4,0 | 40 | 300 | 6,4 |
| 560 | 5,0 | 40 | 300 | 7,8 |
| 560 | 6,0 | 40 | 300 | 10,0 |
| 580 | 4,0 | 40 | 300 | 7,4 |
| 580 | 5,0 | 40 | 300 | 9,0 |
| 580 | 6,0 | 40 | 300 | 11,0 |
| 600 | 4,0 | 40 | 300 | 7,4 |
| 600 | 5,0 | 40 | 300 | 10,0 |
| 600 | 6,0 | 40 | 300 | 12,0 |
| 650 | 4,0 | 40 | 300 | 9,5 |
| 650 | 5,0 | 40 | 300 | 12,0 |
| 650 | 6,0 | 40 | 300 | 14,5 |
| 700 | 4,0 | 40 | 300 | 10,9 |
| 700 | 5,0 | 40 | 300 | 13,5 |
| 700 | 6,0 | 40 | 300 | 15,9 |
| 700 | 7,0 | 40 | 300 | 18,6 |
| 750 | 5,0 | 40 | 350 | 16,5 |
| 750 | 6,0 | 40 | 350 | 18,5 |
| 750 | 7,0 | 40 | 350 | 20,5 |
| 800 | 5,0 | 65 | 350 | 19,0 |
| 800 | 6,0 | 65 | 350 | 21,2 |
| 800 | 7,0 | 65 | 350 | 23,0 |
| 800 | 8,0 | 65 | 350 | 25,0 |
| 850 | 6,0 | 65 | 350 | 23,0 |
| 850 | 7,0 | 65 | 350 | 26,0 |
| 850 | 8,0 | 65 | 350 | 29,0 |
| 900 | 7,0 | 65 | 350 | 35,0 |
| 1000 | 7,0 | 65 | 350 | 38,0 |
| 1000 | 7,5 | 65 | 350 | 40,0 |
| 1000 | 8,0 | 65 | 350 | 43,0 |
| 1000 | 10,0 | 65 | 350 | 55,0 |
| Technické údaje frikčních kotoučových pil | |||
| Úhel čela | Tvrdost | Obvodová rychlost | Posuv na zub |
| " | HRC | m/s | mm / toth |
| 0° | 46 - 48 | 90 - 110 | 0,003 - 0,005
|
Poštovani kupče, imate priliku da podnesete preliminarni zahtjev za ovaj proizvod. U korpi za upite možete da navedete zahteve za proizvod prema tabeli ili možete da unesete bilo koje pitanje za prodajnog predstavnika. Predstavnik prodaje će vas kontaktirati u najkraćem mogućem roku.

















































{kind=link}