Download - GOST ГОСТ 2679
Katalog af de standard producerede drivhuller i pdf. (500kb)



Der drejer sig om et højt legeret hurtigt drejestål med wolfram, vanad og molybden inholdet. Takket til disse legeringselementer har rundsavene meget gode mekaniske egenskaber og samtidig en udmærket styrke. En fin martensisk struktur som er dannet ved hjælp af 5% molybden inholdet, forhøjer savklingens modstand mod materialebrudet og materialetrætheden. Wolfram inholdet formerer ikke kun de ekstremt hårde karbider og forbedrer klingens styrke, men først og fremmest forhindrer væksten af materialekorn. Udover det førhøjer det slidsbestandigheden, specielt under de høje arbejdstemperaturer. Vanad bidrager til forbedringen af savernes mekaniske egenskaber på en lignede måde som de ovennævnte elementer. Den danner fine korn, hjælper til dannelse af de hårde karbider og forhøjer instrumentets slidsbestandighed.
| Typisk kemisk sammensætning af HSS/Dmo5 i % | ||||||
| C | Si | Mn | Cr | Mo | V | W |
| 0,90 | 0,25 | 0,3 | 4,1 | 5,0 | 1,8 | 5,4 |
Dette højtlegerede hurtigt drejestål er, udover wolfram og molybden, legeret også med kobalt. Til forskellen fra det nævnte HSS/Dmo5 stål indeholder dette stål 5% kobolt, som forhindrer kornvæksten under de høje arbejdstemperaturer og forhøjer skæreeffekten. Disse egenskaber er de nødvendige forudsætninger for den produktive flækning af de hårde materialer så som f.eks. rustfrit stål el. stål med en høj styrke.
| Typisk kemisk sammensætning af HSS/Emo5 i % | |||||||
| C | Si | Mn | Cr | Mo | V | W | Co |
| 0,92 | 0,4 | 0,3 | 4,1 | 5,0 | 1,9 | 6,4 | 4,8 |

GSP rundsave leveres som standard med de nedennævnte geometrier, egnede for fækning af stålet og stållegeringer.
| Standard skæregeometrien af savklingerne | ||
| Kvalitet stål, hvorfra det er lavet ktoučová Saw |
Pandevinkel - γ
" ° " |
Rygvinkel - α
" ° " |
| HSS/Dmo5 | 18° | 8° |
| HSS/Emo5 | 12° | 6° |
For flækning af de specifikke materialer i store serier anbefaler vi at bruge rundsavene som har skærpede skæregeometrier, egnede for den konkrete materialesorte. Nedunder anfører vi deres oversigt.
| De anbefalede skæregeometrier for de konkrete materialer. | |||
| Flækkede materiales sorte | Styrke | Pandevinkel - γ | Rygvinkel - α |
| N/mm2 | " ° " | " ° " | |
| Automatstål | 350 - 500 | 20° | 8° |
| Oceli cementované | 500 - 750 | 18° | 8° |
| Stål med højere styrke (HSS) | 700 - 950 | 15° | 8° |
| Meget hårdt stål | 950 - 1050 | 12° | 8° |
| Stål for arbejder i varme | 950 - 1300 | 10° | 8° |
| Austenitisk stål (rustfrit) | 500 - 800 | 12° | 8° |
| Ulegeret aluminium | 90 - 200 | 12° | 8° |
| Aluminium og alulegeringer | 200 - 400 | 22° | 10° |
| Alulegeringer med max. 5% | 300 - 500 | 20° | 8° |
| Kobber | 200 - 400 | 20° | 10° |
| Fosfor bronze | 400 - 600 | 15° | 8° |
| Hård bronze | 600 - 900 | 12° | 8° |
| Messing | 200 - 400 | 16° | 16° |
| Legeret messing | 400 - 700 | 12° | 16° |
| Titan legeringer | 300 - 800 | 18° | 8° |
Nedunder anføres vores anbefalinger for omkredsenshastighed og fremføringshastighed ifølge flækkede materiales sorte.
| Anbefalede værdier for skærehastighed og fremføring | ||||
| Flækkede materiales sorte | Styrke | Omkredsen hastighed | Fremføring til tand | Gruppe |
| N/mm2 | vc m/min. | (mm) | " ° " | |
| Automatstål | 350 - 500 | 25 - 50 | 0,03 - 0,06 | 1 |
| Cementeret stål | 500 - 750 | 15 - 30 | 0,03 - 0,04 | 2 |
| Stål med højere styrke (HSS) | 700 - 950 | 10 - 20 | 0,02 - 0,03 | 3 |
| Meget hårdt stål | 950 - 1050 | 10 - 15 | 0,02 - 0,03 | 4 |
| Stål for arbejder i varme | 950 - 1300 | 5 - 10 | 0,01 - 0,03 | 5 |
| Austenitisk stål (rustfrit) | 500 - 800 | 10 - 20 | 0,01- 0,03 | 3 |
| Støbejern | 100 - 400 | 1000 - 2000 | 0,04 - 0,09 | 6 |
| Aluminium og alulegeringer | 200 - 400 | 500 - 1000 | 0,03 - 0,07 | 7 |
| Alulegeringer med max. 5% | 300 - 500 | 120 - 200 | 0,03 - 0,07 | 8 |
| Kobber | 200 - 400 | 100 - 400 | 0,04 - 0,06 | 9 |
| Fosfor bronze | 400 - 600 | 100 - 400 | 0,04 - 0,06 | 9 |
| Fosfor bronze | 600 - 900 | 40 - 120 | 0,04 - 0,06 | 10 |
| Messing | 200 - 400 | 400 - 600 | 0,04 - 0,08 | 11 |
| Legeret messing | 400 - 700 | 150 - 500 | 0,04 - 0,06 | 12 |
| Støbejern | 100 - 400 | 15 - 25 | 0,04 - 0,05 | 13 |
| Titan legeringer | 300 - 800 | 25 - 50 | 0,03 - 0,04 | 1 |
| Bjælker og profiler - væg 0,1 d | 300 - 600 | 15 - 20 | 0,03 - 0,06 | 14 |
| Profiler og rør – væg 0,025 d | 300 - 600 | 25 - 50 | 0,03 - 0,06 | 1 |
Det rigtige valg af omkredsenshastighed og fremføringshastighed er uden tvivl afgørende for optimalisering af skæreprocessen. Man skal passe på at der eksisterer et tæt forhold mellem værdier af begge hastigheder. Denne værdi burde altid overholdes. Hvis f.eks. er omkredsens- hastighed i forhold til fremføringen alt for høj, bliver den skårede del mere poleret end skåret. I det omvendte tilfælde, under en høj hastighed af fremføringen i forhold til omkredsens- hastighed, får rundsaven for lidt tid til at smide splinten ud fra rummet mellem tænderne og rundsaven kan brækkes.
Omkredsenshastighed (V), som angives i meter per minut, kan ikke forveksles med antallet af omdrejninger per minut (RPM). For at kunne finde antallet af omdrejninger, nødvendigt for maskineinstillingen, kan man bruge følgende formula:
RPM = V x 1000 / D x 3,14

Tabellen til venstre indeholder også de anbefalede værdier for fremføringen på en tand. Denne værdi muliggør at finde den totale fremføring som skal indstilles på en maskine. Man bruger til det følgende formula:
At = Az x Z x RPM
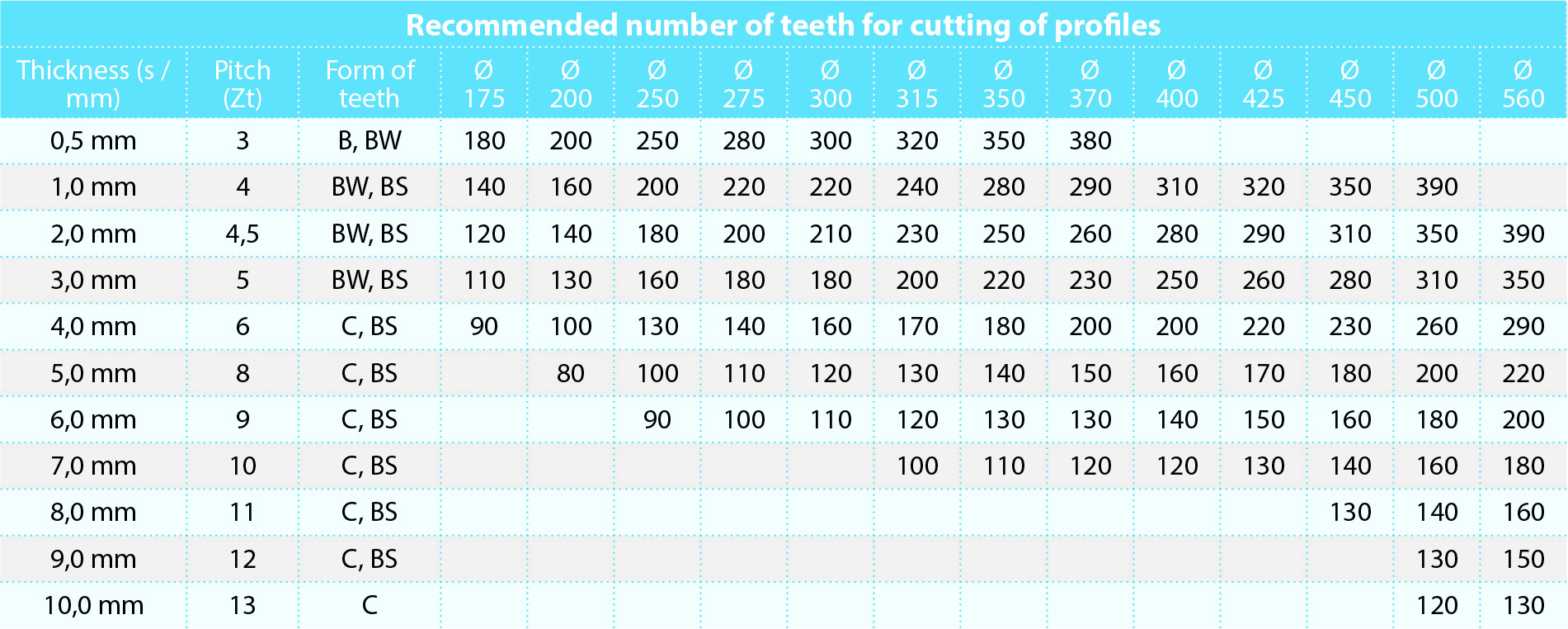
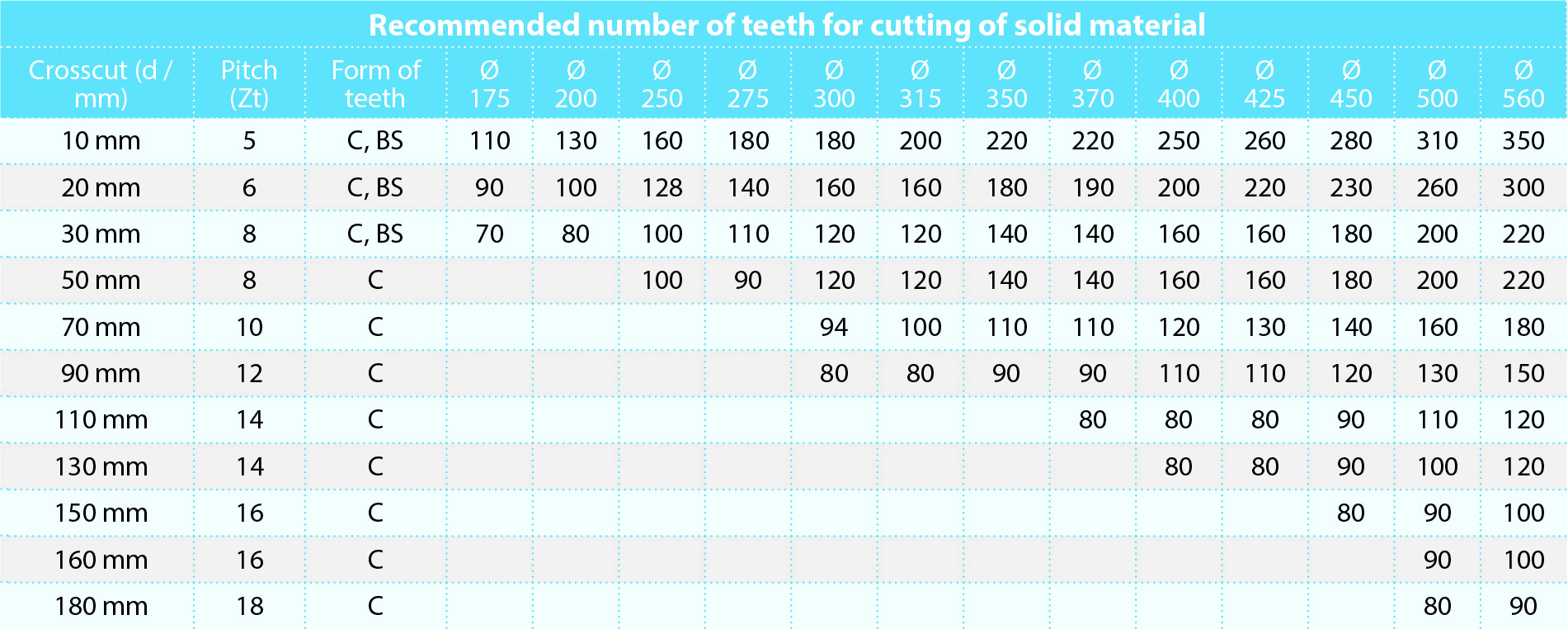
De anbefalede antal af tænder og fortandingsformer for flækning af de hullede profiler og den fulde materiale
| Materials | Cooling liquids |
Cutting speed
Vc = m/min |
Feed per tooth
fz = mm/Z |
| Steel up to 500 N/mm² | Emulsion 1:20 | 100 - 80 | 0,010 - 0,030 |
| Steel up to 800 N/mm² | Emulsion 1:15 | 50 - 90 | 0,007 - 0,025 |
| Steel up to 1300 N/mm² | Emulsion 1:12 | 30 - 50 | 0,005 - 0,020 |
| Stainless steels | Emulsion 1:10 | 30 - 70 | 0,005 - 0,015 |
| Alloyed tool steels | Emulsion 1:10 | 15 - 40 | 0,005 - 0,012 |
| Titanium alloys | Cutting oil | 35 - 55 | 0,003 - 0,008 |
| Cast irons | Dry cutting | 30 - 90 | 0,005 - 0,010 |
| Copper | Emulsion or spray cooling | 200 - 500 | 0,020 - 0,040 |
| Brass | Emulsion or spray cooling | 300 - 500 | 0,010 - 0,040 |
| Aluminium | Emulsion or spray cooling | 400 - 2000 | 0,010 - 0,040 |
De data, der anbefales i denne tabel, er kun beregnet som vejledning.

Det drejer sig om en overfladebehandling med oxydering med CO2, hvor de færdige rundsave hærdes en gang til i den forvarmede damp under ca 550°C. Samtidig opstår der et usædvanligt fin overflade lag med hårdheden på 900 HV. Takket til en løsning af spændingen opnår rundsavene også en højere fleksibilitet, som forhindrer deres event.brud. Mikroporer, som dannes på overfladeen, muliggør en bedre distribuering af kølevæskeen. Denne overflade- behandling egner sig til generelle anvendelser, undtaget skæringen af aluminium, kobber, messing og deres legeringer.

Rundsave, forsynet med TIN (titan-nitrid) belægningen opnår en meget høj overflade mikrohårdhed som tillader deres brug til flækningen af materialerne med en høj mekanisk resistens.De egner sig meget til flækningen af de mellemlegerede og hårde stål. Overflade egenskaber tillader forhøjelsen af diameterhastigheden og fremføringshastigheden med op til 50% og det forkorter betydeligt længden af en arbejdscyklus.

Denne belægning egner sig til flækningen af materialerne med en høj trækstyrke, et rustifrit stål og de slidbestandige materialer, som f.eks støbejern og messing. Et udmærket egenskab er modstanden under de høje temperaturer, derfor er den egnet til brug ved tørre skæringerne el. ved skæringerne med en utilstrækkelig køling. Egner sig også meget til de høje diameterhastigheder.

PVD belægning med en meget lav friktionskoefficient mod stållet. Tillader opnåelsen af de meget rene skæringer og forhindrer de kolde svejsedeposita også ved skæringerne med de meget høje diameterhastigheder og fremføringerne af materialerne som et meget hårdt stål, kobber og messing, hvor der, under bearbejdelsen, normalt opstår de kolde svejsedeposita. Muliggør at forhøje diameterhastigheden og fremføringshastigheden med op til 100% i forhold til værdier for de ikke belagte rundsave.

En meget lav friktionskoefficient mod stållet forudbestemmer rundsavene med den GRAYSKIN belægning til skæringen af de materialer, som har en stor tendens til at klistre i skæringen til instrumentets sidevæg. Det drejer sig mest om messing, bronze, kobber og aluminium legeringer. En anden fordel er mulighed for at lægge belægningen i et tykkere lag op til 7μm tykkelsen.
Udover de ovennævnte standard PVD belægninger kan man også tibyde andre, specielt udviklede PVD, som f.eks. TICN MP, AlTin, DLC, NACO og NACRO.
| Recommended velocity (round per minute) | ||||||||
| Stainless steel | Cast iron or Steel over 1000 N/mm2 | Steel 550-800 N/mm2 | Ebonite, Welded pipes or Steel 450-500 N/mm2 | Non welded pipes | Cooper | Messing | Aluminium | |
|
Diameter of saw blade |
rpm | rpm | rpm | rpm | rpm | rpm | rpm | rpm |
| 20 mm | 318 | 637 | 796 | 955 | 1114 | 2387 | 3183 | 6366 |
| 25 mm | 255 | 509 | 637 | 764 | 891 | 1910 | 2546 | 5096 |
| 32 mm | 199 | 398 | 497 | 597 | 696 | 1492 | 1989 | 3979 |
| 40 mm | 159 | 318 | 398 | 477 | 557 | 1194 | 1592 | 3183 |
| 50 mm | 127 | 255 | 318 | 382 | 446 | 955 | 1273 | 2546 |
| 63 mm | 101 | 202 | 253 | 303 | 354 | 758 | 1011 | 2021 |
| 80 mm | 80 | 159 | 199 | 239 | 279 | 597 | 796 | 1592 |
| 100 mm | 64 | 127 | 159 | 191 | 223 | 477 | 637 | 1273 |
| 125 mm | 51 | 102 | 127 | 153 | 178 | 382 | 509 | 1019 |
| 160 mm | 40 | 80 | 99 | 119 | 139 | 298 | 398 | 796 |
| 200 mm | 32 | 64 | 80 | 95 | 111 | 239 | 318 | 637 |
| 250 mm | 25 | 51 | 64 | 76 | 89 | 191 | 255 | 509 |
| 315 mm | 20 | 40 | 51 | 61 | 71 | 152 | 202 | 404 |
| Surface Roughness | |||||
| Ra | Rz ISO | Ra Inch | Ry | N | DIN 3141 |
| 0,025 | 0,4 | 1 | 0,63 | N1 | VVVV |
| 0,05 | 0,63 | 2 | 1 | N2 | VVVV |
| 0,1 | 1 | 4 | 1,6 | N3 | VVVV |
| 0,2 | 2,5 | 8 | 4 | N4 | VVV |
| 0,4 | 4 | 16 | 6,3 | N5 | VVV |
| 0,8 | 6,3 | 32 | 10 | N6 | VVV |
| 1,6 | 10 | 63 | 16 | N7 | VVV |
| 16 | 25 | ||||
| 3,2 | 16 | 125 | 25 | N8 | VV |
| 25 | 40 | ||||
| 6,3 | 25 | 250 | - | N9 | VV |
| 40 | |||||
| 63 | V | ||||
| 12,5 | 63 | 500 | - | N10 | V |
| 100 | |||||
| 25 | 100 | 1000 | - | N11 | V |
| 100 | |||||
| 50 | 250 | 2000 | - | N12 | V |
| Tolerances for inside diameter and outside diameter of circular saw blades | |||
| Inside Diameter (mm) | Tolerance H6 | Tolerance H7 | Tolerance H8 |
| 1 mm till 3 mm | +6
0 |
+10
0 |
+14
0 |
| 3 mm till 6 mm | +8
0 |
+12
0 |
+18
0 |
| 6 mm till 10 mm | +9
0 |
+15
0 |
+22
0 |
| 10 mm till 18 mm | +11
0 |
+18
0 |
+27
0 |
| 18 mm till 30 mm | +13
0 |
+21
0 |
+33
0 |
| 30 mm till 50 mm | +16
0 |
+25
0 |
+39
0 |
| 50 mm till 80 mm | +19
0 |
+30
0 |
+46
0 |
| 80 mm till 120 mm | +22
0 |
+35
0 |
+54
0 |
| 120 mm till 180 mm | +25
0 |
+40
0 |
+63
0 |
| Tolerances for outside diameter of saw blades | ||
| Outside Diameter (mm) | Tolerance JS 15 | Tolerance JS 16 |
| 1 mm till 3 mm | ± 0,2 | ± 0,3 |
| 3 mm till 6 mm | ± 0,24 | ± 0,375 |
| 6 mm till 10 mm | ± 0,29 | ± 0,45 |
| 10 mm till 18 mm | ± 0,35 | ± 0,505 |
| 18 mm till 30 mm | ± 0,42 | ± 0,65 |
| 30 mm till 50 mm | ± 0,5 | ± 0,8 |
| 50 mm till 80 mm | ± 0,6 | ± 0,95 |
| 80 mm till 120 mm | ± 0,7 | ± 1,1 |
| 120 mm till 180 mm | ± 0,8 | ± 1,25 |
| 180 mm till 250 mm | ± 0,925 | ± 1,45 |
| 250 mm till 315 mm | ± 1,05 | ± 1,6 |
| 315 mm till 400 mm | ± 1,15 | ± 1,8 |
| 400 mm till 500 mm | ± 1,25 | ± 2 |