


Download - GOST ГОСТ 2679
Katalógus letöltése(pdf, 1MB)



Kevesebb sorja – Jobb vágási felület – Alacsonyabb költség vágásonként – Nagyobb vágási pontosság – többféle bevonattal kapható - A SZERSZÁM SOKSZOR ÚJRAKÖSZÖRÜLHETŐ
JMegfelelő biztonsági berendezések. Mindig viseljen védőszemüveget és egyéb védőeszközöket
DMo5 - DIN 1.3343 - JIS SKH51 - M2-M42 Gyorsacél VOLFRÁM-MOLIBDÉN ACÉL. Erős ötvözésű gyorsacél, mely volfrámot, vanádiumot és molibdént tartalmaz. A körfűrészeknek nagyon jó technikai jellemzőket és kiváló erőt adnak ezek az ötvözőelemek. Finomszerkezetű martenzit, kialakítását az 5%-os molibdén-tartalom biztosítja, mely segítségével a fűrészlapok ellenállnak a leállásnak és az anyagfáradásnak. A volfrám-tartalom nemcsak kivételesen kemény fémeket biztosít és növeli a fűrészlap erősségét, hanem mindezek mellett gátolja a jelentős szemcsenövekedést. Emellett növeli a kopás-ellenállást, főként magas vágási hőmérséklet esetén. Az előzőekben említett elemeknek megfelelően a vanádium segít a fordulatszám-nyomaték jelleggörbe fejlesztésében is. Apró szemcséket termel, keményebbé teszi a fémeket és a segítségével a szerszám jobban ellenáll a kopásnak. Nagy teljesítményű fűrészlapokhoz. 64 +/- 1-es edzettségű
| Tipikus kémiai összetétel HSS/Dmo5 % - ban | ||||||
| C | Si | Mn | Cr | Mo | V | W |
| 0,90 | 0,25 | 0,3 | 4,1 | 5,0 | 1,8 | 5,4 |
EMo5Co5 - DIN 1.3243 - J1S SKH55 - M35 VOLFRÁM-MOLIBDÉN-KOBALT csapágyacél. Erős ötvözésű gyorsacél, mely volfrámot, molibdént és kobaltot tartalmaz. Az említett gyorsacél/Dmo5 acéltól 5%-os kobalt-tartalmában különbözik, amely segít abban, hogy magas hőmérsékletű vágás esetén ne növekedjen a szemcsenagyság és jobb minőségű legyen a vágás. Ezek a jellemzők előfeltételei az olyan kemény anyagok vágásának, mint a rozsdamentes vagy a szilárd acél. Különlegesen nagy teljesítményű fűrészlapokhoz. 65 +/- 1-es edzettségű
| Tipikus kémiai összetétel HSS/Emo5 % - ban | |||||||
| C | Si | Mn | Cr | Mo | V | W | Co |
| 0,92 | 0,4 | 0,3 | 4,1 | 5,0 | 1,9 | 6,4 | 4,8 |
Gőzőlés. Egy kontrollált oxidációs folyamat vas-oxid (Fe3O4) réteget képez a fűrészlapok felületén. Ezt a felület CO2 oxidáció módosításával érik el, mely során a körfűrészeket kb. 550°C fokos túlhevített gőzben újra edzik. Így egy rendkívül finom, 900 HV-s felületi réteg alakul ki. A feszültségcsökkenés miatt az ilyen módosítással ellátott körfűrészeknek nagyobb a rugalmassága, ezáltal elkerülhetőek a potenciális törések. A felületen megnövekedett mikroporozitás miatt jobb a hűtővíz-eloszlás. Ez növeli az önkenő képességet és nagy mértékben javítja a „felkapás” elkerülését. A Slipslide nagyon alacsony költségvonzású felületkezelés, amely a legtöbb általános vágási munkához megfelel, kivéve azonban az olyan anyagok vágását, mint az alumínium, vörösréz, sárgaréz és ezek ötvözetei. Műszaki jellemzők: Felületi keménység: 900 HV; súrlódási tényező: 0.65;

Körfűrészek GSP alapfelszerelése a következő geometriájú, vágására alkalmas acél és ötvözetei.
| Normál vágó geometriája körfűrészlapok | ||
| Minőségi acél, ami készült ktoučová fűrész |
Homlokszög - γ
" ° " |
Hátszög - α
" ° " |
| HSS/Dmo5 | 18° | 8° |
| HSS/Emo5 | 12° | 6° |
Vágásához speciális anyagok nagy tételekben javasoljuk a körfűrész, melyek éles vágási geometria megfelelő az adott típusú anyag. Az alábbiakban áttekintést.
| Ajánlott vágási geometria különleges anyagok | |||
| Típusú anyag kell vágni | Erő | Homlokszög - γ | Hátszög - α |
| N/mm2 | " ° " | " ° " | |
| Acélok | 350 - 500 | 20° | 8° |
| Edzett acél | 500 - 750 | 18° | 8° |
| Nagy szilárdságú acél (HSS) | 700 - 950 | 15° | 8° |
| Steel nagyon nehéz | 950 - 1050 | 12° | 8° |
| Acélok hő | 950 - 1300 | 10° | 8° |
| Ausztenites acél (rozsdamentes acél) | 500 - 800 | 12° | 8° |
| Alumínium ötvözet | 90 - 200 | 12° | 8° |
| Alumínium és ötvözetei | 200 - 400 | 22° | 10° |
| Aluminium ötvözet legfeljebb 5%-os | 300 - 500 | 20° | 8° |
| Réz | 200 - 400 | 20° | 10° |
| Foszfor bronz | 400 - 600 | 15° | 8° |
| Bronzok kemény | 600 - 900 | 12° | 8° |
| Sárgaréz | 200 - 400 | 16° | 16° |
| Sárgaréz ötvözet | 400 - 700 | 12° | 16° |
| Titánötvözetek | 300 - 800 | 18° | 8° |
Níže jsou uvedena naše doporučení pro obvodovou rychlost a rychlost posuvu podle druhu děleného materiálu.
| Doporučené hodnoty pro rychlost řezu a posuv | ||||
| Druh děleného materiálu | Pevnost | Obvodová rychlost | Posuv na zub | Skupina |
| N/mm2 | vc m/min. | (mm) | " ° " | |
| Acélok | 350 - 500 | 25 - 50 | 0,03 - 0,06 | 1 |
| Edzett acél | 500 - 750 | 15 - 30 | 0,03 - 0,04 | 2 |
| Nagy szilárdságú acél (HSS) | 700 - 950 | 10 - 20 | 0,02 - 0,03 | 3 |
| Steel nagyon nehéz | 950 - 1050 | 10 - 15 | 0,02 - 0,03 | 4 |
| Acélok hő | 950 - 1300 | 5 - 10 | 0,01 - 0,03 | 5 |
| Ausztenites acél (rozsdamentes acél) | 500 - 800 | 10 - 20 | 0,01- 0,03 | 3 |
| Szürke öntöttvas | 100 - 400 | 1000 - 2000 | 0,04 - 0,09 | 6 |
| Alumínium és ötvözetei | 200 - 400 | 500 - 1000 | 0,03 - 0,07 | 7 |
| Aluminium ötvözet legfeljebb 5%-os | 300 - 500 | 120 - 200 | 0,03 - 0,07 | 8 |
| Réz | 200 - 400 | 100 - 400 | 0,04 - 0,06 | 9 |
| Foszfor bronz | 400 - 600 | 100 - 400 | 0,04 - 0,06 | 9 |
| Foszfor bronz | 600 - 900 | 40 - 120 | 0,04 - 0,06 | 10 |
| Sárgaréz | 200 - 400 | 400 - 600 | 0,04 - 0,08 | 11 |
| Sárgaréz ötvözet | 400 - 700 | 150 - 500 | 0,04 - 0,06 | 12 |
| Szürke öntöttvas | 100 - 400 | 15 - 25 | 0,04 - 0,05 | 13 |
| Titánötvözetek | 300 - 800 | 25 - 50 | 0,03 - 0,04 | 1 |
| Gerendák és profilok - fal 0,1 d | 300 - 600 | 15 - 20 | 0,03 - 0,06 | 14 |
| Profilok és csövek - 0025 wall d | 300 - 600 | 25 - 50 | 0,03 - 0,06 | 1 |
A helyes választás a kerületi sebesség és előtolási sebesség kétségtelenül elengedhetetlen optimalizálására procesu.řezání. Nem szabad elfelejteni, hogy az értékek a két sebesség van szoros kapcsolat, amelyet mindig be kell tartani. Például, ha a kerületi sebesség képest a takarmány túl magas, akkor a munkadarab csiszol helyett vágás. Ellenkező esetben, a legmagasabb fordulatszám és a felületi sebesség marad körfűrész kevés időt, sikerült, hogy dobja ki a szálkát a fogak közötti tér, és mert megtörni. Kerületi sebesség (V), amely kifejezett méter percenként, nem szabad összekeverni a számát fordulat per perc (RPM).
A lehet meghatározni a fordulatok száma szükséges a gép beállításához használhatja a következő képlet szerint:
RPM = V x 1000 / D x 3.14


Bal táblázat az ajánlott értékeket a takarmány egy fogat. Ezt használják, hogy meghatározzák a teljes elmozdulás, amely kell beállítani a gépen. Ezt szolgálja a következő képletet.
At = Az x Z x RPM
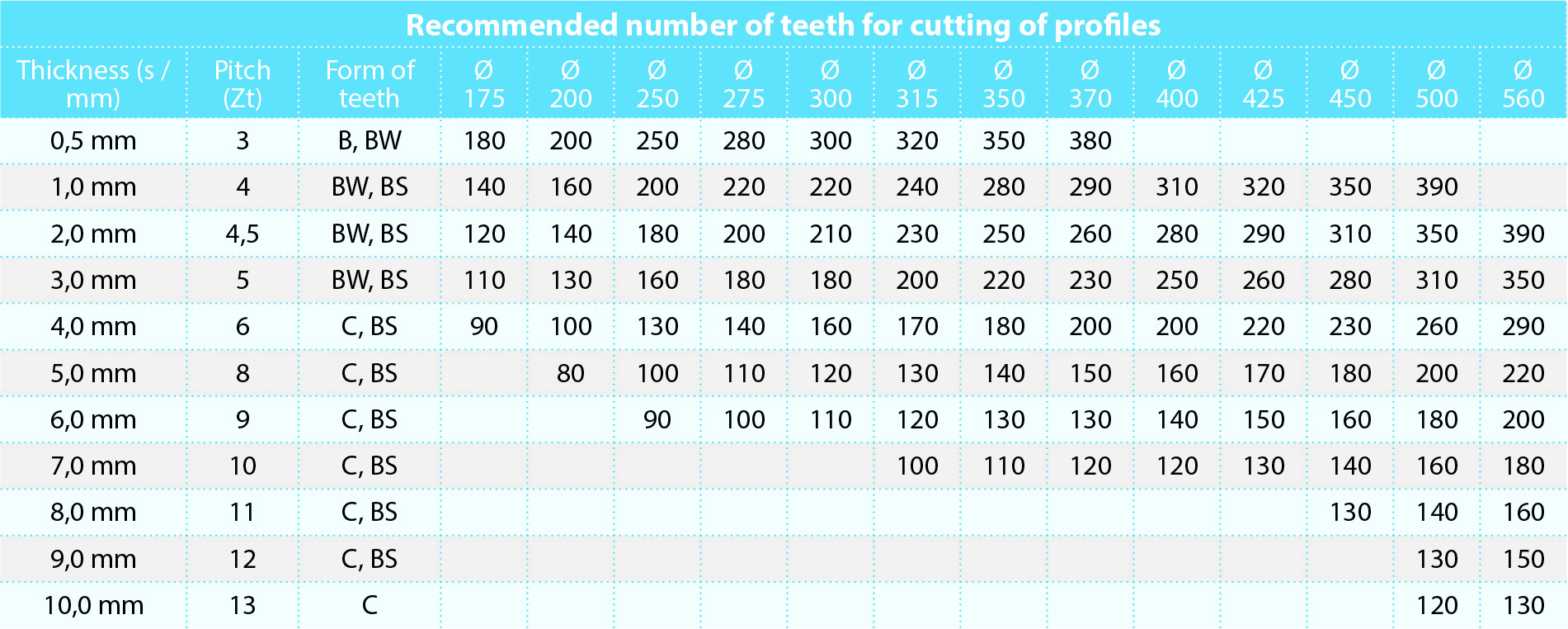
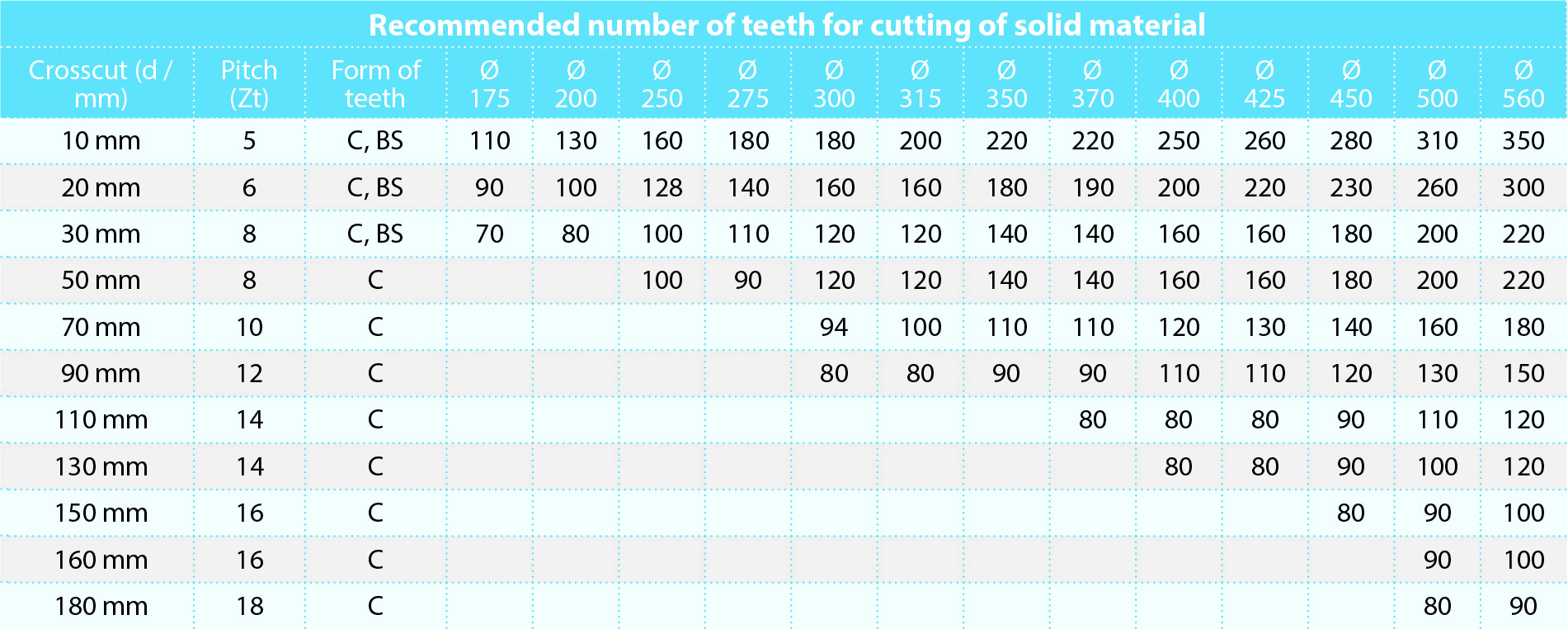
Javasolt a fogak száma és a fogak formák, csövek vágására és a szilárd anyag.
| Materials | Cooling liquids |
Cutting speed
Vc = m/min |
Feed per tooth
fz = mm/Z |
| Steel up to 500 N/mm² | Emulsion 1:20 | 100 - 80 | 0,010 - 0,030 |
| Steel up to 800 N/mm² | Emulsion 1:15 | 50 - 90 | 0,007 - 0,025 |
| Steel up to 1300 N/mm² | Emulsion 1:12 | 30 - 50 | 0,005 - 0,020 |
| Stainless steels | Emulsion 1:10 | 30 - 70 | 0,005 - 0,015 |
| Alloyed tool steels | Emulsion 1:10 | 15 - 40 | 0,005 - 0,012 |
| Titanium alloys | Cutting oil | 35 - 55 | 0,003 - 0,008 |
| Cast irons | Dry cutting | 30 - 90 | 0,005 - 0,010 |
| Copper | Emulsion or spray cooling | 200 - 500 | 0,020 - 0,040 |
| Brass | Emulsion or spray cooling | 300 - 500 | 0,010 - 0,040 |
| Aluminium | Emulsion or spray cooling | 400 - 2000 | 0,010 - 0,040 |
Az ebben a táblázatban javasolt adatok csak tájékoztató jellegűek.

Ez a felületkezelés oxidációjával CO2 ha kész fűrészek távoznak bérbe túlhevített gőzt kb 550 ° C-on Ez létrehoz egy rendkívül finom felületi réteg keménysége 900 HV. A kiadás feszültséget fűrészek és nagyobb rugalmasságot biztosít, amely megakadályozza az esetleges törés. Mikropórusokban felmerülő a felszínen, amely lehetővé teszi a jobb elosztása a hűtőfolyadék. Ez a felület alkalmas általános használatra. Kivételek vágás alumínium, réz, sárgaréz és ezek ötvözetei.

A TiN-el (titán-nitriddel) bevont körfűrészek nagyon magas felületi mikrokeménységet érnek el, mely lehetővé teszi, hogy nagy mechanikai szakítószilárdságú anyagokat is képesek legyenek elvágni. Kiváltképpen alkalmas a közepesen ötvözött és kemény acélok vágásához. A bevonat karakterisztikája miatt majdnem 50%-kal növelhető a kerületi sebesség és jelentősen növekedik a munkafolyamat időtartama. Ezt a titán alapú, 3 mikron vastagságú bevonatot kb. 490°C-os hőmérsékleten helyezik fel. A bevonat garantálja a 0,47-es súrlódási tényezőt és a 640°C-os oxidációs hőmérsékletet. A bevont réteg keménysége eléri a 2.480 Vickers értéket (HV 0,05). A bevonat alacsony hővezetése megbízható hőpajzsot biztosít az alsóbb réteg számára. A TiN bevonat a gyenge ötvözésű acélok vágásához alkalmas, és mindig bőven kell kenőanyagot használni hozzá. Nem alkalmas vörösréz, sárgaréz illetve bronz vágásához.

Ez a bevonat nagy nyújtási erősségű anyagok vágásához alkalmazható, mint a rozsdamentes acélok, illetve a nagy kopássállóságú anyagokhoz, mint például az öntöttvas és a sárgaréz. Kiváló jellemzője az ellenállósága a magas munkahőmérsékletnek, ezért alkalmazható a szárazvágásokhoz illetve a nem megfelelő hűtésű vágásokhoz. Emellett a nagy kerületi sebességű munkákhoz is nagyon megfelelő. Ez a többréteges bevonat 3 mikron vastagságú. A plazmát a titán/alumínium katód fúziójából nyerik. A folyamat során a hozzáadagolt inert gáznak, illetve a molekulákban feszülő energiáknak köszönhetően a felületet szinte bombázzák a kezelés során, így kitűnő bevonati jellemzők érhetőek el, amelyek garantálják az alsóbb réteg magas hőellenállását; az oxidációs hőmérséklet 800°C, melynek köszönhetően a felületi keménység 3.400 Vickers (HV 0,05). A súrlódási tényező 0,45, mely lehetővé teszi, hogy a körfűrészeket kitűnő eredménnyel lehessen alkalmazni még korlátozott vagy minimális kenés vagy párásítás esetén is. Leginkább az erősen ötvözött acélokhoz megfelelő 1100 N/mm2-ig, valamint az öntöttvas, a rozsdamentes acél, illetve minden olyan anyag vágásához, melyek jelentős mértékű hőt képeznek.

Nagyon alacsony súrlódási tényezőjű PVD bevonat acélra. Nagyon tiszta vágásokat tesz lehetővé, illetve még nagy kerületi sebességnél is elkerülhető a hűvös felület-megmunkálás, gyorsan mozog az olyan anyagok vágása során, mint a keményacélok, vörösréz és sárgaréz, a vágás gyakran hűvös felületet eredményez. Lehetővé teszi a kerületi és az adagolási sebesség majdnem 100%-os mértékű növelését a bevonatlan körfűrészek adataihoz képest.

Nagyon alacsony súrlódási együttható acéllal előre meghatározza fűrészek bevonatú GRAYSKIN vágás anyagok erős tendencia, hogy tartsa be a vágás az oldalfalon eszköz. Ezek elsősorban a réz, bronz, réz és alumínium ötvözetek. További előny az a lehetőség, alkalmazott bevonat vastagabb rétegek akár vastagságú 7μm.
Amellett, hogy a fenti szabvány PVD bevonatok nyújthat további speciálisan kifejlesztett PVD, például MP TiCN, AlTiN, DLC, NACO és gyöngyház.
| Recommended velocity (round per minute) | ||||||||
| Stainless steel | Cast iron or Steel over 1000 N/mm2 | Steel 550-800 N/mm2 | Ebonite, Welded pipes or Steel 450-500 N/mm2 | Non welded pipes | Cooper | Messing | Aluminium | |
|
Diameter of saw blade |
rpm | rpm | rpm | rpm | rpm | rpm | rpm | rpm |
| 20 mm | 318 | 637 | 796 | 955 | 1114 | 2387 | 3183 | 6366 |
| 25 mm | 255 | 509 | 637 | 764 | 891 | 1910 | 2546 | 5096 |
| 32 mm | 199 | 398 | 497 | 597 | 696 | 1492 | 1989 | 3979 |
| 40 mm | 159 | 318 | 398 | 477 | 557 | 1194 | 1592 | 3183 |
| 50 mm | 127 | 255 | 318 | 382 | 446 | 955 | 1273 | 2546 |
| 63 mm | 101 | 202 | 253 | 303 | 354 | 758 | 1011 | 2021 |
| 80 mm | 80 | 159 | 199 | 239 | 279 | 597 | 796 | 1592 |
| 100 mm | 64 | 127 | 159 | 191 | 223 | 477 | 637 | 1273 |
| 125 mm | 51 | 102 | 127 | 153 | 178 | 382 | 509 | 1019 |
| 160 mm | 40 | 80 | 99 | 119 | 139 | 298 | 398 | 796 |
| 200 mm | 32 | 64 | 80 | 95 | 111 | 239 | 318 | 637 |
| 250 mm | 25 | 51 | 64 | 76 | 89 | 191 | 255 | 509 |
| 315 mm | 20 | 40 | 51 | 61 | 71 | 152 | 202 | 404 |
| Surface Roughness | |||||
| Ra | Rz ISO | Ra Inch | Ry | N | DIN 3141 |
| 0,025 | 0,4 | 1 | 0,63 | N1 | VVVV |
| 0,05 | 0,63 | 2 | 1 | N2 | VVVV |
| 0,1 | 1 | 4 | 1,6 | N3 | VVVV |
| 0,2 | 2,5 | 8 | 4 | N4 | VVV |
| 0,4 | 4 | 16 | 6,3 | N5 | VVV |
| 0,8 | 6,3 | 32 | 10 | N6 | VVV |
| 1,6 | 10 | 63 | 16 | N7 | VVV |
| 16 | 25 | ||||
| 3,2 | 16 | 125 | 25 | N8 | VV |
| 25 | 40 | ||||
| 6,3 | 25 | 250 | - | N9 | VV |
| 40 | |||||
| 63 | V | ||||
| 12,5 | 63 | 500 | - | N10 | V |
| 100 | |||||
| 25 | 100 | 1000 | - | N11 | V |
| 100 | |||||
| 50 | 250 | 2000 | - | N12 | V |
| Tolerances for inside diameter and outside diameter of circular saw blades | |||
| Inside Diameter (mm) | Tolerance H6 | Tolerance H7 | Tolerance H8 |
| 1 mm till 3 mm | +6
0 |
+10
0 |
+14
0 |
| 3 mm till 6 mm | +8
0 |
+12
0 |
+18
0 |
| 6 mm till 10 mm | +9
0 |
+15
0 |
+22
0 |
| 10 mm till 18 mm | +11
0 |
+18
0 |
+27
0 |
| 18 mm till 30 mm | +13
0 |
+21
0 |
+33
0 |
| 30 mm till 50 mm | +16
0 |
+25
0 |
+39
0 |
| 50 mm till 80 mm | +19
0 |
+30
0 |
+46
0 |
| 80 mm till 120 mm | +22
0 |
+35
0 |
+54
0 |
| 120 mm till 180 mm | +25
0 |
+40
0 |
+63
0 |
| Tolerances for outside diameter of saw blades | ||
| Outside Diameter (mm) | Tolerance JS 15 | Tolerance JS 16 |
| 1 mm till 3 mm | ± 0,2 | ± 0,3 |
| 3 mm till 6 mm | ± 0,24 | ± 0,375 |
| 6 mm till 10 mm | ± 0,29 | ± 0,45 |
| 10 mm till 18 mm | ± 0,35 | ± 0,505 |
| 18 mm till 30 mm | ± 0,42 | ± 0,65 |
| 30 mm till 50 mm | ± 0,5 | ± 0,8 |
| 50 mm till 80 mm | ± 0,6 | ± 0,95 |
| 80 mm till 120 mm | ± 0,7 | ± 1,1 |
| 120 mm till 180 mm | ± 0,8 | ± 1,25 |
| 180 mm till 250 mm | ± 0,925 | ± 1,45 |
| 250 mm till 315 mm | ± 1,05 | ± 1,6 |
| 315 mm till 400 mm | ± 1,15 | ± 1,8 |
| 400 mm till 500 mm | ± 1,25 | ± 2 |








































