


Download - GOST ГОСТ 2679
Каталог производимых стандартных поводковых отверстий в pdf. (размер 500kb)



Издание официальное
Предисловие
1. РАЗРАБОТАН Российской Федерацией
ВНЕСЕН Техническим секретариатом Межгосударственного совета по стандартизации, метрологии и сертификации
2. ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации 15.03.94 (Отчет Технического секретариата № 1)
3a . принятие проголосовали:
| Наименование государства | Наименование национального органа по стандартизации |
| Республика Беларусь
Республика Казахстан Кыргызская Республика Республика Молдова Российская Федерация Туркменистан Туркме Республика Узбекистан Украина |
Белстандарт
Госстандарт Республики Казахстан Кыргызстандарт Молдовастандарт Госстандарт России нглавгосинспекция Узгосстандарт Госстандарт Украины |
Настоящий стандарт представляет собой полный аутентичный текст ИСО 2296—72 «Пилы дисковые и по металлу с мелкими и крупными зубьями. Метрическая серия» и содержит дополнительные требования, отражающие потребности экономики страны
3. Постановлением Комитета Российской Федерации по стандартизации, метрологии и сертификации от 12.09.95 № 468 межгосударственный стандарт ГОСТ 2679—93 введен в действие непосредственно в качестве государственного стандарта Российской Федерации с 1 июля 1996 г.
4. ВЗАМЕН ГОСТ 2679-73
5. ПЕРЕИЗДАНИЕ. Октябрь 2001 г.
Настоящий стандарт распространяется на дисковые фрезы, предназначенные для прорезки прямых шлицев по ГОСТ 24669, пазов и отрезных работ в изделиях из стали и черных металлов. Требования разделов 3 (кроме 3.2 примечания; 3.4—3.8); 4 (кроме 4.4; 4.7); 6 (кроме 6.5); 7 являются обязательными, другие требования настоящего стандарта являются рекомендуемыми.
В настоящем стандарте использованы ссылки на следующие стандарты:














Приемка — по ГОСТ 23726.
6.1 Испытания фрез на работоспособность и стойкость должны проводиться на фрезерных станках с применением оправки и проставочных колец, соответствующих установленным для них нормам точности и жесткости.



в) для фрез типа 3




Транспортирование и хранение — по ГОСТ 18088.
Формы и размеры режущих кромок приведены на рисунках А.1 и А.2 и в таблице А.1





Высоколегированная быстрорежущая сталь с содержанием вольфрама, ванадия и молибдена. Благодаря легирующим элементам дисковые пилы отличаются очень хорошими механическими свойствами и высокой прочностью одновременно. Тонкая мартенситная структура, образование которой обеспечивает 5% содержание молибдена, увеличивает устойчивость полотна к образованию трещин и усталости материала. Содержание вольфрама способствует образованию не только чрезвычайно твёрдых карбидов, но и улучшает прочность полотна, а главное – препятствует росту зерен материала. Кроме этого, повышается его износоустойчивость, особенно при высоких рабочих температурах. Ванадий способствует улучшению механических свойств полотна аналогично вышеуказанным элементам. Образует мелкие зёрна, а также причастно к возникновению твёрдых карбидов и повышает износоустойчивость инструмента.
| Типичный химический состав HSS/Dmo5 в % | ||||||
| C | Si | Mn | Cr | Mo | V | W |
| 0,90 | 0,25 | 0,3 | 4,1 | 5,0 | 1,8 | 5,4 |
Высоколегированная быстрорежущая сталь, кроме вольфрама и молибдена, легирована также и кобальтом. От предыдущей стали HSS/Dmo5 отличается, прежде всего 5% содержанием кобальта, который препятствует росту зёрен при высоких рабочих температурах и увеличивает производительность резания. Данные свойства являются непременным условием для продуктивного деления твёрдых материалов, например нержавеющей стали или высокопрочной стали.
| Типичный химический состав HSS/Emo5 в % | |||||||
| C | Si | Mn | Cr | Mo | V | W | Co |
| 0,92 | 0,4 | 0,3 | 4,1 | 5,0 | 1,9 | 6,4 | 4,8 |

Стандартные дисковые пилы GSP поставляются с нижеуказанной геометрией резания, предназначенной для деления стали и её сплавов.
| Стандартные геометрии резания дисковых пил | ||
| Качество стали, из которой изготовлена дисковая пила |
Передний угол - γ
" ° " |
Задний угол - α
" ° " |
| HSS/Dmo5 | 18° | 8° |
| HSS/Emo5 | 12° | 6° |
Для деления специальных материалов в больших сериях рекомендуем использовать дисковые пилы с геометрией резания, подходящей конкретному типу материала. Ниже предлагаем их перечень.
| Рекомендуемые геометрии резания для конкретных материалов | |||
| Вид разрезаемого материала | Прочность | Передний угол - γ | Задний угол - α |
| N/mm2 | " ° " | " ° " | |
| Стали автоматные | 350 - 500 | 20° | 8° |
| Стали цементированные | 500 - 750 | 18° | 8° |
| Стали повышенной прочности (HSS) | 700 - 950 | 15° | 8° |
| Стали высокопрочные | 950 - 1050 | 12° | 8° |
| Стали для обработки горячим методом | 950 - 1300 | 10° | 8° |
| Стали аустенитные (нержавеющие) | 500 - 800 | 12° | 8° |
| Чугун серый | 90 - 200 | 12° | 8° |
| Алюминий и его сплавы | 200 - 400 | 22° | 10° |
| Сплавы алюминия с макс. 5% Si | 300 - 500 | 20° | 8° |
| Медь | 200 - 400 | 20° | 10° |
| Бронзы фосфористые | 400 - 600 | 15° | 8° |
| Бронзы твердые | 600 - 900 | 12° | 8° |
| Латунь | 200 - 400 | 16° | 16° |
| Латунь легированная | 400 - 700 | 12° | 16° |
| Сплавы титана | 300 - 800 | 18° | 8° |
Ниже приводим наши рекомендации по окружной скорости и скорости подачи с учетом вида разрезаемого материала. Рекомендуемые параметры скорости резания и подачи.
| Вид разрезаемого материала | ||||
| Вид разрезаемого материала | Прочность | окружная скорость | подача на зуб | группа |
| N/mm2 | vc m/min. | (mm) | " ° " | |
| Стали автоматные | 350 - 500 | 25 - 50 | 0,03 - 0,06 | 1 |
| Стали цементированные | 500 - 750 | 15 - 30 | 0,03 - 0,04 | 2 |
| Стали повышенной прочности (HSS) | 700 - 950 | 10 - 20 | 0,02 - 0,03 | 3 |
| Стали высокопрочные | 950 - 1050 | 10 - 15 | 0,02 - 0,03 | 4 |
| Стали для обработки горячим методом | 950 - 1300 | 5 - 10 | 0,01 - 0,03 | 5 |
| Стали аустенитные (нержавеющие) | 500 - 800 | 10 - 20 | 0,01- 0,03 | 3 |
| Чугун серый | 100 - 400 | 1000 - 2000 | 0,04 - 0,09 | 6 |
| Алюминий и его сплавы | 200 - 400 | 500 - 1000 | 0,03 - 0,07 | 7 |
| Сплавы алюминия с макс. 5% Si | 300 - 500 | 120 - 200 | 0,03 - 0,07 | 8 |
| Мед | 200 - 400 | 100 - 400 | 0,04 - 0,06 | 9 |
| Бронзы фосфористые | 400 - 600 | 100 - 400 | 0,04 - 0,06 | 9 |
| Бронзы твердые | 600 - 900 | 40 - 120 | 0,04 - 0,06 | 10 |
| Лату | 200 - 400 | 400 - 600 | 0,04 - 0,08 | 11 |
| Латунь легированная | 400 - 700 | 150 - 500 | 0,04 - 0,06 | 12 |
| Сплавы титана | 100 - 400 | 15 - 25 | 0,04 - 0,05 | 13 |
| Титановые сплавы | 300 - 800 | 25 - 50 | 0,03 - 0,04 | 1 |
| Балки и профилей - стены 0,1 d | 300 - 600 | 15 - 20 | 0,03 - 0,06 | 14 |
| Профили и трубы - стены 0,025 d | 300 - 600 | 25 - 50 | 0,03 - 0,06 | 1 |
Правильный выбор окружной скорости и скорости подачи, безусловно, является решающим для оптимизации процесса резания. Необходимо помнить, что параметры этих двух показателей тесно связаны между собой, поэтому должны быть строго соблюдены. Например, если окружная скорость по отношению к подаче слишком высока, то разрезаемая деталь будет скорее всего отшлифоваться, нежели разрезаться. И наоборот, при высокой скорости подачи по отношению к окружной скорости остаётся дисковой пиле мало времени для отвода стружки из зазора, что может привести к поломке диска.
Необходимо различать понятия окружная скорость (V), выражаемое в метрах за минуту, и количество оборотов за минуту (RPM). Чтобы определить количество оборотов, необходимых для настройки станка, следует использовать следующую формулу:
RPM = V x 1000 / D x 3,14


Влево находится таблица с рекомендованными параметрами подачи на зуб. Данные параметры позволяют определить общую подачу, которую необходимо установить на станке. Для этого предназначена следующая формула:
At = Az x Z x RPM
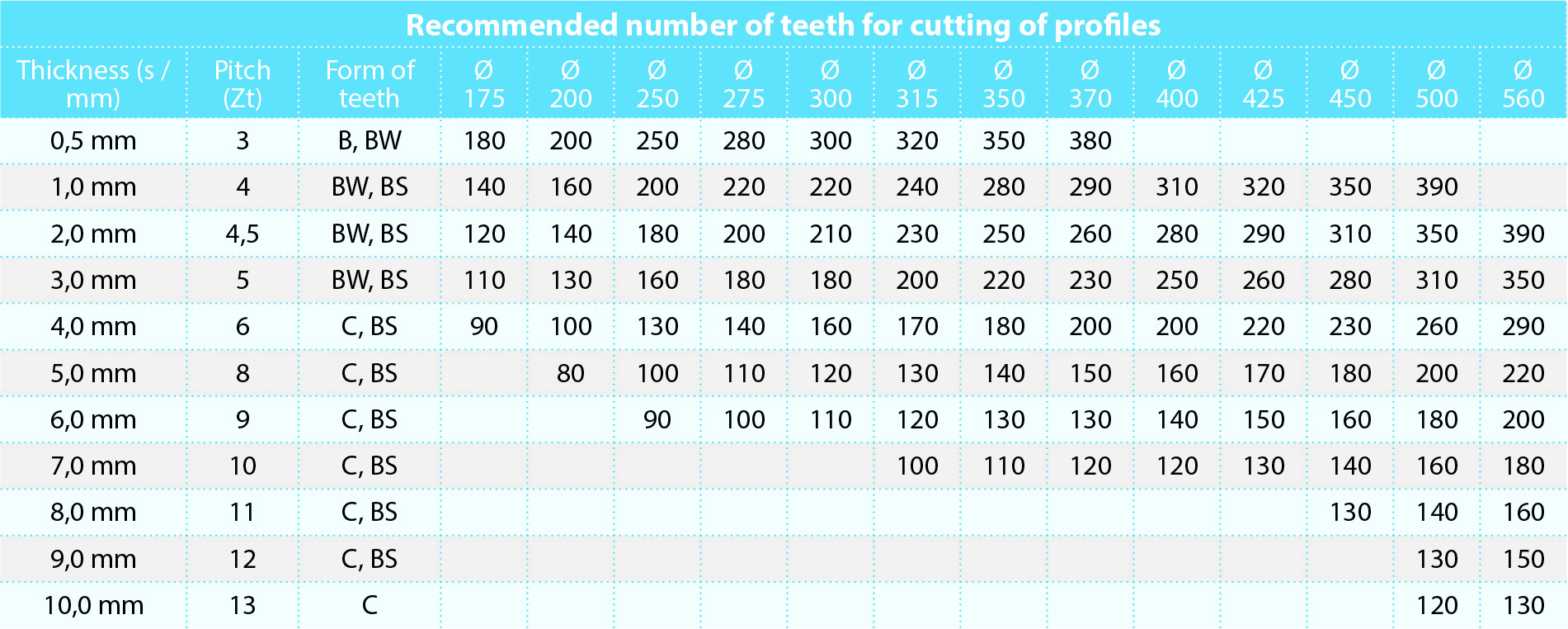
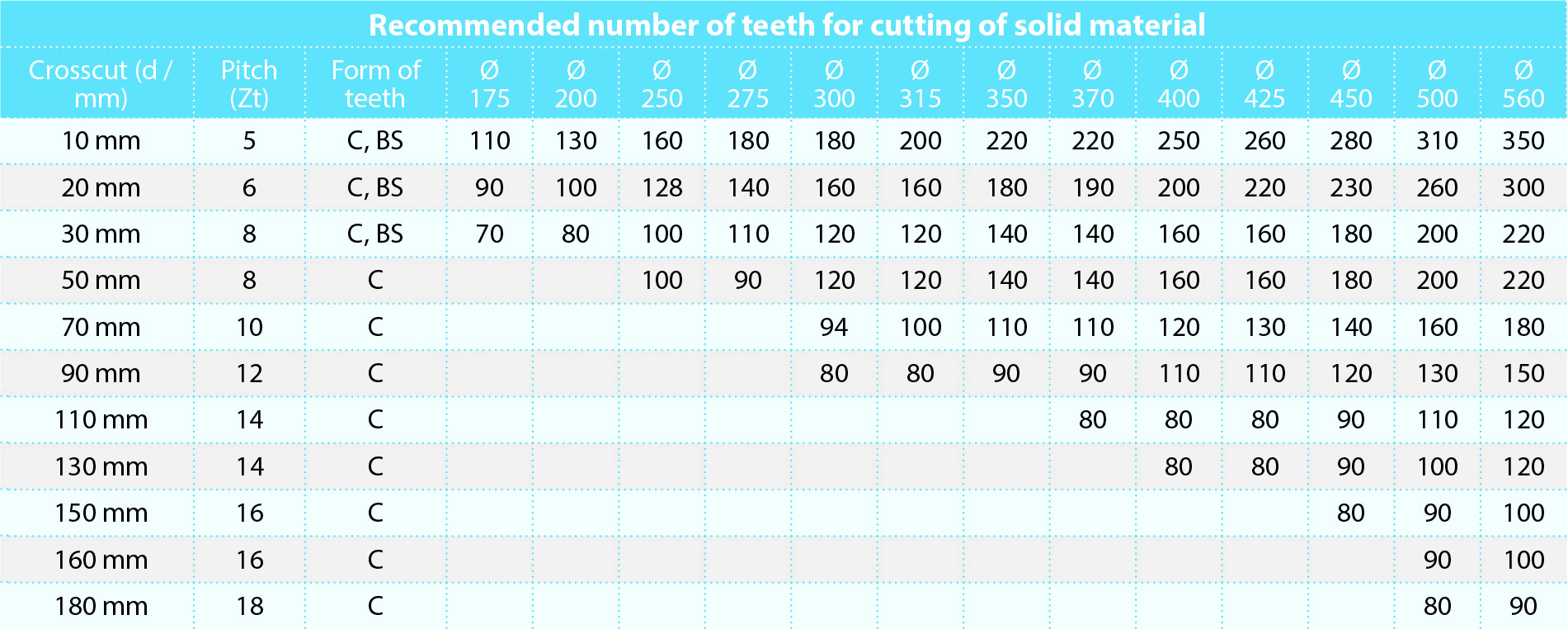
Рекомендуемое количество зубьев и их формы для разрезания полых профилей и сплошного материала.
| Materials | Cooling liquids |
Cutting speed
Vc = m/min |
Feed per tooth
fz = mm/Z |
| Steel up to 500 N/mm² | Emulsion 1:20 | 100 - 80 | 0,010 - 0,030 |
| Steel up to 800 N/mm² | Emulsion 1:15 | 50 - 90 | 0,007 - 0,025 |
| Steel up to 1300 N/mm² | Emulsion 1:12 | 30 - 50 | 0,005 - 0,020 |
| Stainless steels | Emulsion 1:10 | 30 - 70 | 0,005 - 0,015 |
| Alloyed tool steels | Emulsion 1:10 | 15 - 40 | 0,005 - 0,012 |
| Titanium alloys | Cutting oil | 35 - 55 | 0,003 - 0,008 |
| Cast irons | Dry cutting | 30 - 90 | 0,005 - 0,010 |
| Copper | Emulsion or spray cooling | 200 - 500 | 0,020 - 0,040 |
| Brass | Emulsion or spray cooling | 300 - 500 | 0,010 - 0,040 |
| Aluminium | Emulsion or spray cooling | 400 - 2000 | 0,010 - 0,040 |
Данные, рекомендованные в этой таблице, предназначены только для руководства.

При таком типе отделки поверхность обрабатывается окислением CO2, во время которого готовые пильные диски снова опускаются в перегретый пар примерно при 550 °C. При этом образуется необычайно тонкий слой жесткостью 900 HV. Благодаря ослаблению напряжения пильные диски становятся более гибкими, что препятствует их излому. Микропоры, образовавшиеся на поверхности, улучшают распределение охлаждающей жидкости. Данная отделка поверхности подходит для широкого применения. Исключение составляет разрезание алюминия, меди, латуни и их сплавов.

Пильные диски с покрытием TIN (титан-нитрид) отличаются очень высокой микрожесткостью поверхности, позволяющей использовать диск для разрезания материалов с высокой механической прочностью. Очень хорошо подходят для разрезания средне легированных и твердых видов стали. Свойства покрытия позволяют увеличить окружную скорость и скорость подачи на 50 %., что значительно сокращает продолжительность рабочих циклов.

Данное покрытие подходит для резания материалов с высокой прочностью при растяжении, нержавеющей стали и износоустойчивых материалов, напр., чугун и латунь. Важным свойством покрытия является его устойчивость к высоким рабочим температурам, поэтому оно применяется при разрезании всухую или в условиях недостаточного охлаждения. Очень хорошо подходит для высокой окружной скорости.

PVD покрытие с очень низким коэффициентом трения по стали. Позволяет сделать очень чистый разрез и препятствует образованию наплавленных слоев при холодном способе; при разрезании с очень высокими окружными скоростями и подачами таких материалов как очень твердые виды стали, медь и латунь, при обработке которых холодным способом образование наплавленных слоев бывает очень частым. Покрытие позволяет увеличить окружную скорость и скорость подачи на 100 % по сравнению с дисками без покрытия.

Очень низкий коэффициент трения по стали предопределяет назначение диска с покрытием GRAYSKIN: резание материалов, склонных к прилипанию к боковым стенкам инструмента. Прежде всего, это латунь, бронза, медь и сплавы алюминия. Следующим преимуществом является возможность наносить покрытие толстым слоем толщиной до 7 микронов.
Кроме вышеуказанных стандартных PVD покрытий мы можем также предложить специально разработанные покрытия, например, TICN MP, AlTin, DLC, NACO и NACRO.
| Recommended velocity (round per minute) | ||||||||
| Stainless steel | Cast iron or Steel over 1000 N/mm2 | Steel 550-800 N/mm2 | Ebonite, Welded pipes or Steel 450-500 N/mm2 | Non welded pipes | Cooper | Messing | Aluminium | |
|
Diameter of saw blade |
rpm | rpm | rpm | rpm | rpm | rpm | rpm | rpm |
| 20 mm | 318 | 637 | 796 | 955 | 1114 | 2387 | 3183 | 6366 |
| 25 mm | 255 | 509 | 637 | 764 | 891 | 1910 | 2546 | 5096 |
| 32 mm | 199 | 398 | 497 | 597 | 696 | 1492 | 1989 | 3979 |
| 40 mm | 159 | 318 | 398 | 477 | 557 | 1194 | 1592 | 3183 |
| 50 mm | 127 | 255 | 318 | 382 | 446 | 955 | 1273 | 2546 |
| 63 mm | 101 | 202 | 253 | 303 | 354 | 758 | 1011 | 2021 |
| 80 mm | 80 | 159 | 199 | 239 | 279 | 597 | 796 | 1592 |
| 100 mm | 64 | 127 | 159 | 191 | 223 | 477 | 637 | 1273 |
| 125 mm | 51 | 102 | 127 | 153 | 178 | 382 | 509 | 1019 |
| 160 mm | 40 | 80 | 99 | 119 | 139 | 298 | 398 | 796 |
| 200 mm | 32 | 64 | 80 | 95 | 111 | 239 | 318 | 637 |
| 250 mm | 25 | 51 | 64 | 76 | 89 | 191 | 255 | 509 |
| 315 mm | 20 | 40 | 51 | 61 | 71 | 152 | 202 | 404 |
| Surface Roughness | |||||
| Ra | Rz ISO | Ra Inch | Ry | N | DIN 3141 |
| 0,025 | 0,4 | 1 | 0,63 | N1 | VVVV |
| 0,05 | 0,63 | 2 | 1 | N2 | VVVV |
| 0,1 | 1 | 4 | 1,6 | N3 | VVVV |
| 0,2 | 2,5 | 8 | 4 | N4 | VVV |
| 0,4 | 4 | 16 | 6,3 | N5 | VVV |
| 0,8 | 6,3 | 32 | 10 | N6 | VVV |
| 1,6 | 10 | 63 | 16 | N7 | VVV |
| 16 | 25 | ||||
| 3,2 | 16 | 125 | 25 | N8 | VV |
| 25 | 40 | ||||
| 6,3 | 25 | 250 | - | N9 | VV |
| 40 | |||||
| 63 | V | ||||
| 12,5 | 63 | 500 | - | N10 | V |
| 100 | |||||
| 25 | 100 | 1000 | - | N11 | V |
| 100 | |||||
| 50 | 250 | 2000 | - | N12 | V |
| Tolerances for inside diameter and outside diameter of circular saw blades | |||
| Inside Diameter (mm) | Tolerance H6 | Tolerance H7 | Tolerance H8 |
| 1 mm till 3 mm | +6
0 |
+10
0 |
+14
0 |
| 3 mm till 6 mm | +8
0 |
+12
0 |
+18
0 |
| 6 mm till 10 mm | +9
0 |
+15
0 |
+22
0 |
| 10 mm till 18 mm | +11
0 |
+18
0 |
+27
0 |
| 18 mm till 30 mm | +13
0 |
+21
0 |
+33
0 |
| 30 mm till 50 mm | +16
0 |
+25
0 |
+39
0 |
| 50 mm till 80 mm | +19
0 |
+30
0 |
+46
0 |
| 80 mm till 120 mm | +22
0 |
+35
0 |
+54
0 |
| 120 mm till 180 mm | +25
0 |
+40
0 |
+63
0 |
| Tolerances for outside diameter of saw blades | ||
| Outside Diameter (mm) | Tolerance JS 15 | Tolerance JS 16 |
| 1 mm till 3 mm | ± 0,2 | ± 0,3 |
| 3 mm till 6 mm | ± 0,24 | ± 0,375 |
| 6 mm till 10 mm | ± 0,29 | ± 0,45 |
| 10 mm till 18 mm | ± 0,35 | ± 0,505 |
| 18 mm till 30 mm | ± 0,42 | ± 0,65 |
| 30 mm till 50 mm | ± 0,5 | ± 0,8 |
| 50 mm till 80 mm | ± 0,6 | ± 0,95 |
| 80 mm till 120 mm | ± 0,7 | ± 1,1 |
| 120 mm till 180 mm | ± 0,8 | ± 1,25 |
| 180 mm till 250 mm | ± 0,925 | ± 1,45 |
| 250 mm till 315 mm | ± 1,05 | ± 1,6 |
| 315 mm till 400 mm | ± 1,15 | ± 1,8 |
| 400 mm till 500 mm | ± 1,25 | ± 2 |








































