


Download - GOST ГОСТ 2679
pdf. formatındaki standart olarak üretilen sabitleme delikler katalogu (500kb)



Volfram, vanadyum ve molibden içeren yüksek hız ve yüksek alaşımlı çelikten üretilmiştir. Bu alaşım maddeleri sayesinde daire testerelerin mükemmel mukavemeti vardır ve aynı zamanda üstün mekanik özelliklere sahiptir. Molibdenin %5 oranının sağladığı ince martenzitik yapı kırılmaya ve malzeme yorgunluğuna dayanıklılığını yükseltmektedir. İçindeki volfram sadece aşırı sert karbitleri şekillendirmekte ve mukavemeti arttırmakta değil, özellikle malzeme partiküllerin artmasını engellemektedir. Bunun yanında özellikle yüksek sıcaklıkta. Yukarıda adı geçen elementler gibi vanadyum da benzer bir şekilde testere mekanik özelliklerini ıslah etmektedir. İnce partikülleri oluşturmak, sert karbitlerin oluşmasına katkıda bulunmak ve aşınmaya dayanıklılığını arttırmaktadır.
| HSS/Dmo5'in tipik kimyasal bileşimi (%) | ||||||
| C | Si | Mn | Cr | Mo | V | W |
| 0,90 | 0,25 | 0,3 | 4,1 | 5,0 | 1,8 | 5,4 |
Bu yüksek alaşımlı çelik volfram ve molibden dışında kobalt da içermektedir. Yukarıda belirtilmiş HSS/Dmo5 çelikten onu ayıran özellikle kobaltın %5 oranıdır. Kobalt yüksek işleme sıcaklığında partiküllerin artmasını engellemek ve kesim performansını artırmaktadır. Bu özellikler paslanmaz veya yüksek mukavemetli çelikler gibi sert malzeme performanslı ayırma kesimi için şarttır.
| HSS/Dmo5'in tipik kimyasal bileşimi (%) | |||||||
| C | Si | Mn | Cr | Mo | V | W | Co |
| 0,92 | 0,4 | 0,3 | 4,1 | 5,0 | 1,9 | 6,4 | 4,8 |

GSP daire testereleri aşağıda belirtilmiş çelik ve çelik alaşımları kesmeye uygun geometriler ile standart olarak üretilmektedir.
| Daire testere standartlı kesme geometrisi | ||
| Daire testerenin yapıldığı çelik kalitesi |
Rake açısı - γ
" ° " |
Konik - α
" ° " |
| HSS/Dmo5 | 18° | 8° |
| HSS/Emo5 | 12° | 6° |
Büyük sayıda olan özel malzemeleri kestiğiniz durumlarında bu belli malzemenin kesilmesi için tıraşlanmış kesme geometrisi olan daire testereleri kullanmayı önermekteyiz. Aşağıda listesi yer almaktadır.
| Belli malzemelere önerilen kesme geometrileri | |||
| Kesmeye önerilen değerler | Güç | Rake açısı - γ | Konik - α |
| N/mm2 | " ° " | " ° " | |
| Çelik Kesme | 350 - 500 | 20° | 8° |
| Çimentolu çelik | 500 - 750 | 18° | 8° |
| Yüksek mukavemetli çelikler (HSS) | 700 - 950 | 15° | 8° |
| Çok sert çelik | 950 - 1050 | 12° | 8° |
| Sıcak çalışma için Çelikler | 950 - 1300 | 10° | 8° |
| Ostenitik çelikler (SS) | 500 - 800 | 12° | 8° |
| Alüminyum alaşımlı | 90 - 200 | 12° | 8° |
| Alüminyum ve alaşımları | 200 - 400 | 22° | 10° |
| Kadar 5 alüminyum alaşımları% | 300 - 500 | 20° | 8° |
| Bakır | 200 - 400 | 20° | 10° |
| Fosfor bronz | 400 - 600 | 15° | 8° |
| Bronzları zor | 600 - 900 | 12° | 8° |
| Pirinç | 200 - 400 | 16° | 16° |
| Pirinç Alaşım | 400 - 700 | 12° | 16° |
| Slitiny titanu | 300 - 800 | 18° | 8° |
Kesilen malzemelere göre tarafımızdan önerilen dönme ve ilerleme hızları aşağıda belirtilmiştir. Önerilen kesme ve ilerleme hızları
| Belli malzemelere önerilen kesme geometrileri | ||||
| Kesmeye önerilen değerler | Güç | Çevresel hız | Diş başına ilerleme | Grup |
| N/mm2 | vc m/min. | (mm) | " ° " | |
| Çelik Kesme | 350 - 500 | 25 - 50 | 0,03 - 0,06 | 1 |
| Çimentolu çelik | 500 - 750 | 15 - 30 | 0,03 - 0,04 | 2 |
| Yüksek mukavemetli çelikler (HSS) | 700 - 950 | 10 - 20 | 0,02 - 0,03 | 3 |
| Çok sert çelik | 950 - 1050 | 10 - 15 | 0,02 - 0,03 | 4 |
| Sıcak çalışma için Çelikler | 950 - 1300 | 5 - 10 | 0,01 - 0,03 | 5 |
| Ostenitik çelikler (SS) | 500 - 800 | 10 - 20 | 0,01- 0,03 | 3 |
| Gri dökme demir | 100 - 400 | 1000 - 2000 | 0,04 - 0,09 | 6 |
| Alüminyum ve alaşımları | 200 - 400 | 500 - 1000 | 0,03 - 0,07 | 7 |
| Kadar 5 alüminyum alaşımları% | 300 - 500 | 120 - 200 | 0,03 - 0,07 | 8 |
| Bakır | 200 - 400 | 100 - 400 | 0,04 - 0,06 | 9 |
| Fosfor bronz | 400 - 600 | 100 - 400 | 0,04 - 0,06 | 9 |
| Bronzları zor | 600 - 900 | 40 - 120 | 0,04 - 0,06 | 10 |
| Pirinç | 200 - 400 | 400 - 600 | 0,04 - 0,08 | 11 |
| Pirinç Alaşım | 400 - 700 | 150 - 500 | 0,04 - 0,06 | 12 |
| Gri dökme demir | 100 - 400 | 15 - 25 | 0,04 - 0,05 | 13 |
| Titanyum Alaşımları | 300 - 800 | 25 - 50 | 0,03 - 0,04 | 1 |
| Kiriş ve profiller - Wall 0,1 d | 300 - 600 | 15 - 20 | 0,03 - 0,06 | 14 |
| Profil ve boru - duvar 0.025 d | 300 - 600 | 25 - 50 | 0,03 - 0,06 | 1 |
Dönme ve ilerleme hızlarını doğru seçmek şüphesiz bütün kesme işlemi için en önemlidir. Bu iki hız birbirine bağlı olduğunu hep aklında tutalım. Örneğin dönme hızının oranı ilerleme hızının oranından fazla yüksek ise kesmek istediğimiz malzeme kesilmek yerine cilalanacaktır. Aksi halde yani ilerleme hızının oranı dönme hızının oranından daha yüksek durumda daire testere talaş boşaltmaya yetişmeyebilir ve kırılabilir.
Dakikada metre olarak belirtilen kesme hızı (V) devir hızı (RPM) ile karıştırmamamız gerekir. Makinede ayarlayacağınız devir hızını hesaplamak için aşağıdaki denklem kullanabilirsiniz:
RPM = V x 1000 / D x 3,14


Soldaki tablo diş başına önerilen ilerleme hızlarını da içermektedir. Bu bilgiye göre ayarlayacağınız makinede ilerleme hızını aşağıdaki denklem sayesinde hesaplayabilirsiniz:
At = Az x Z x RPM
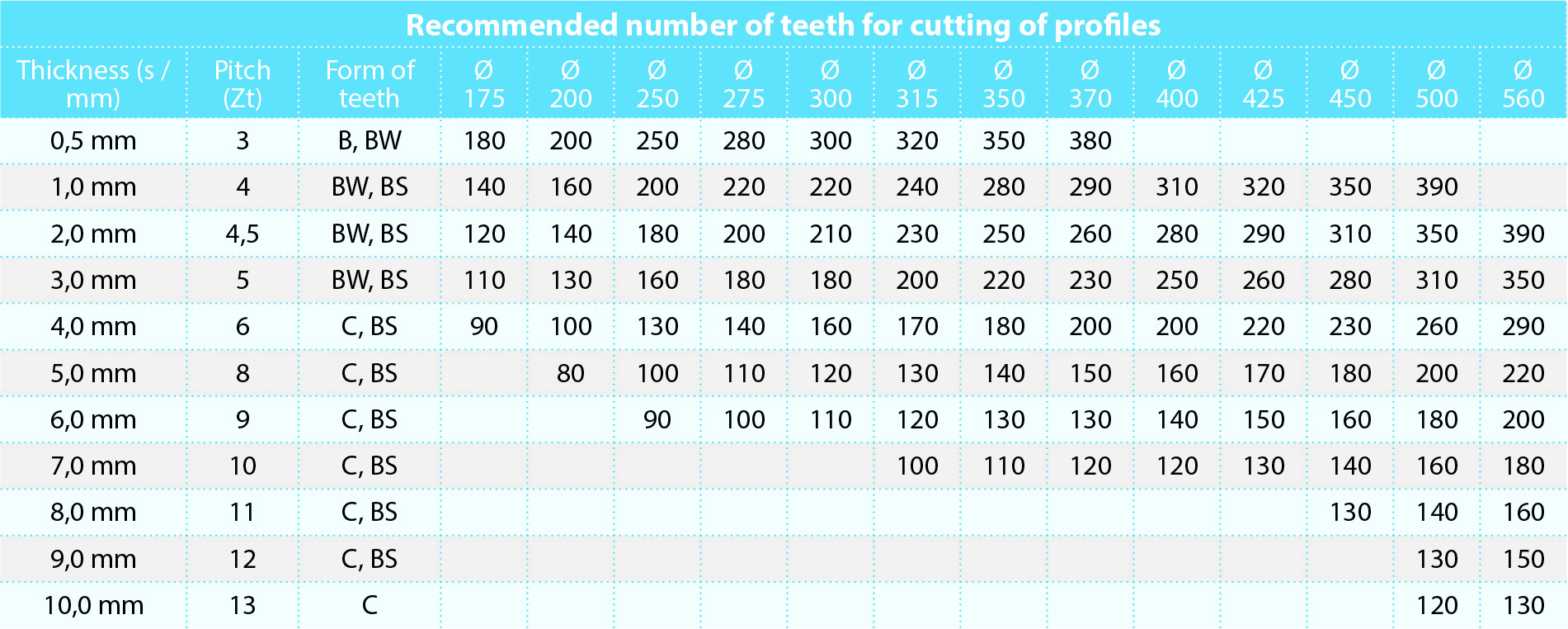
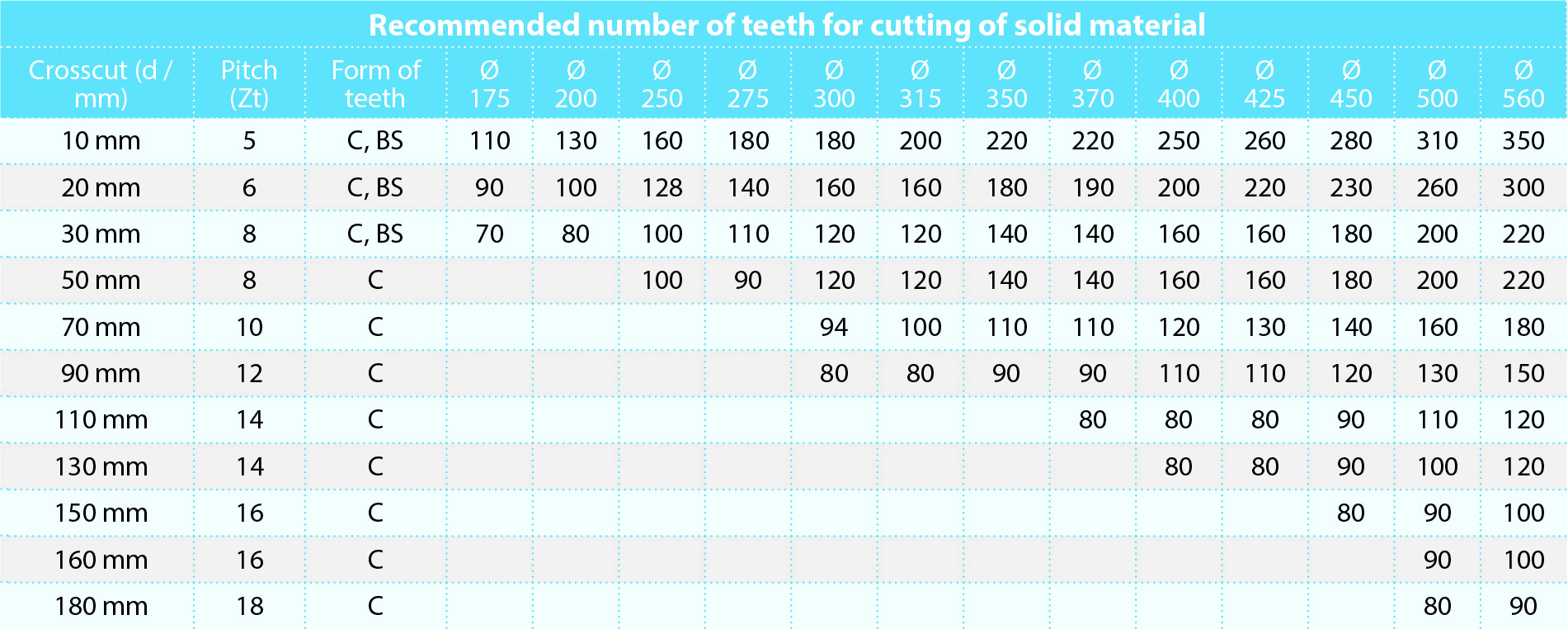
İçi boş profil ve içi dolu malzemelerin kesilmesi için önerilen daire testerenin diş şekli ve sayısı.
| Materials | Cooling liquids |
Cutting speed
Vc = m/min |
Feed per tooth
fz = mm/Z |
| Steel up to 500 N/mm² | Emulsion 1:20 | 100 - 80 | 0,010 - 0,030 |
| Steel up to 800 N/mm² | Emulsion 1:15 | 50 - 90 | 0,007 - 0,025 |
| Steel up to 1300 N/mm² | Emulsion 1:12 | 30 - 50 | 0,005 - 0,020 |
| Stainless steels | Emulsion 1:10 | 30 - 70 | 0,005 - 0,015 |
| Alloyed tool steels | Emulsion 1:10 | 15 - 40 | 0,005 - 0,012 |
| Titanium alloys | Cutting oil | 35 - 55 | 0,003 - 0,008 |
| Cast irons | Dry cutting | 30 - 90 | 0,005 - 0,010 |
| Copper | Emulsion or spray cooling | 200 - 500 | 0,020 - 0,040 |
| Brass | Emulsion or spray cooling | 300 - 500 | 0,010 - 0,040 |
| Aluminium | Emulsion or spray cooling | 400 - 2000 | 0,010 - 0,040 |
Bu tabloda önerilen veriler yalnızca bir kılavuz niteliğindedir.

Bu yüzey işlem CO2 oksidasyonu ile yapılmaktadır sonra da tamamlanmış daire testerelerin bir kere daha yaklaşık 550°C'ye ısınmış buharda tavlaması yapılır. Bu işlem esnasında 900 HV sertliği olan çok ince kaplama oluşmaktadır. Gerilim azalması sayesinde daire testereler muhtemel kırılmasını engelleyen yüksek esneklik kazanmıştır. Yüzeyde oluşan mikro gözenekler soğutma sıvının daha etkili olmasını sağlamaktadır. Bu kaplama alüminyum, bakır, pirinç ve bunların alaşımları hariç her hangi kullanım için uygundur.

TiN (titanyum nitrit) kaplamalı daire testereler, yüksek mekanik dayanaklı malzemelerin ayırma kesimini sağlayan çok yüksek yüzey mikrosertlik özelliğine sahiptir. Sert ve orta alaşımlı çelikleri kesmeye çok uygundur. Kaplama özellikleri sayesinde kesme ve ilerleme hızlarının %50'si daha artması mümkün ve çalışma süresi önemli bir şekilde azalmaktadır.

Dökme demir, pirinç vb. aşınmaya dayanıklı malzemeler, paslanmaz çelikler ve çekme dayanımı yüksek olan malzemelerin kesimine uygun bir kaplamadır. Yüksek işleme sıcaklığına karşı dayanaklılığı mükemmel olduğu için kuru kesim veya yeterince olmayan soğutma şartları altındaki kesimlere uygundur. Yüksek kesme hızlarda yapılan kesimlere de çok uygundur.

Daire testere ve çelik arasındaki sürtünme katsayısını büyük ölçüde düşüren bir PVD kaplamasıdır. Sayesinde kesim çok temiz kalıyor ve çok sert çelikler, bakır ve pirinç gibi genelde soğuk kaynak kusuru oluşturan malzemeleri yüksek kesme ve ilerleme hızları ile keserken bile soğuk kaynak kusurlarını engelliyor. Kaplama olmayan daire testerelerin kesme ve ilerleme hızlarını kaplama sayesinde %100 arttırmak mümkündür.

Daire testere ve çelik arasındaki çok düşük sürtünme katsayısı olduğundan dolayı GRAYSKIN kaplamalı daire testereler aletin yan kenarlarına yapışma eğilimi gösteren malzemeleri kesmeye uygundur. Bu malzemeler arasında özellikle pirinç, bronz, bakır ve alüminyum alaşımları yer almaktadır. Bu kaplamanın diğer avantajı ise 7μm'ye kadar kalın kaplama tabakasını sürmek mümkün olmasıdır.
Yukarıda belirtilmiş standart PVD (Fiziksel Buhar Biriktirme) kaplamalar yanında TICN MP, AlTin, DLC, NACO, NACRO ve diğer özel geliştirilmiş PVD kaplamalar da mevcuttur.
| Recommended velocity (round per minute) | ||||||||
| Stainless steel | Cast iron or Steel over 1000 N/mm2 | Steel 550-800 N/mm2 | Ebonite, Welded pipes or Steel 450-500 N/mm2 | Non welded pipes | Cooper | Messing | Aluminium | |
|
Diameter of saw blade |
rpm | rpm | rpm | rpm | rpm | rpm | rpm | rpm |
| 20 mm | 318 | 637 | 796 | 955 | 1114 | 2387 | 3183 | 6366 |
| 25 mm | 255 | 509 | 637 | 764 | 891 | 1910 | 2546 | 5096 |
| 32 mm | 199 | 398 | 497 | 597 | 696 | 1492 | 1989 | 3979 |
| 40 mm | 159 | 318 | 398 | 477 | 557 | 1194 | 1592 | 3183 |
| 50 mm | 127 | 255 | 318 | 382 | 446 | 955 | 1273 | 2546 |
| 63 mm | 101 | 202 | 253 | 303 | 354 | 758 | 1011 | 2021 |
| 80 mm | 80 | 159 | 199 | 239 | 279 | 597 | 796 | 1592 |
| 100 mm | 64 | 127 | 159 | 191 | 223 | 477 | 637 | 1273 |
| 125 mm | 51 | 102 | 127 | 153 | 178 | 382 | 509 | 1019 |
| 160 mm | 40 | 80 | 99 | 119 | 139 | 298 | 398 | 796 |
| 200 mm | 32 | 64 | 80 | 95 | 111 | 239 | 318 | 637 |
| 250 mm | 25 | 51 | 64 | 76 | 89 | 191 | 255 | 509 |
| 315 mm | 20 | 40 | 51 | 61 | 71 | 152 | 202 | 404 |
| Surface Roughness | |||||
| Ra | Rz ISO | Ra Inch | Ry | N | DIN 3141 |
| 0,025 | 0,4 | 1 | 0,63 | N1 | VVVV |
| 0,05 | 0,63 | 2 | 1 | N2 | VVVV |
| 0,1 | 1 | 4 | 1,6 | N3 | VVVV |
| 0,2 | 2,5 | 8 | 4 | N4 | VVV |
| 0,4 | 4 | 16 | 6,3 | N5 | VVV |
| 0,8 | 6,3 | 32 | 10 | N6 | VVV |
| 1,6 | 10 | 63 | 16 | N7 | VVV |
| 16 | 25 | ||||
| 3,2 | 16 | 125 | 25 | N8 | VV |
| 25 | 40 | ||||
| 6,3 | 25 | 250 | - | N9 | VV |
| 40 | |||||
| 63 | V | ||||
| 12,5 | 63 | 500 | - | N10 | V |
| 100 | |||||
| 25 | 100 | 1000 | - | N11 | V |
| 100 | |||||
| 50 | 250 | 2000 | - | N12 | V |
| Tolerances for inside diameter and outside diameter of circular saw blades | |||
| Inside Diameter (mm) | Tolerance H6 | Tolerance H7 | Tolerance H8 |
| 1 mm till 3 mm | +6
0 |
+10
0 |
+14
0 |
| 3 mm till 6 mm | +8
0 |
+12
0 |
+18
0 |
| 6 mm till 10 mm | +9
0 |
+15
0 |
+22
0 |
| 10 mm till 18 mm | +11
0 |
+18
0 |
+27
0 |
| 18 mm till 30 mm | +13
0 |
+21
0 |
+33
0 |
| 30 mm till 50 mm | +16
0 |
+25
0 |
+39
0 |
| 50 mm till 80 mm | +19
0 |
+30
0 |
+46
0 |
| 80 mm till 120 mm | +22
0 |
+35
0 |
+54
0 |
| 120 mm till 180 mm | +25
0 |
+40
0 |
+63
0 |
| Tolerances for outside diameter of saw blades | ||
| Outside Diameter (mm) | Tolerance JS 15 | Tolerance JS 16 |
| 1 mm till 3 mm | ± 0,2 | ± 0,3 |
| 3 mm till 6 mm | ± 0,24 | ± 0,375 |
| 6 mm till 10 mm | ± 0,29 | ± 0,45 |
| 10 mm till 18 mm | ± 0,35 | ± 0,505 |
| 18 mm till 30 mm | ± 0,42 | ± 0,65 |
| 30 mm till 50 mm | ± 0,5 | ± 0,8 |
| 50 mm till 80 mm | ± 0,6 | ± 0,95 |
| 80 mm till 120 mm | ± 0,7 | ± 1,1 |
| 120 mm till 180 mm | ± 0,8 | ± 1,25 |
| 180 mm till 250 mm | ± 0,925 | ± 1,45 |
| 250 mm till 315 mm | ± 1,05 | ± 1,6 |
| 315 mm till 400 mm | ± 1,15 | ± 1,8 |
| 400 mm till 500 mm | ± 1,25 | ± 2 |








































