


Firma GSP – High Tech Saws vyrábí také rádlovací techniku. Konkrétně se jedná o rádlovací kolečka pro rádlovací tvarování a rádlovací frézování. Dále to jsou rolovací kolečka pro beztřískové formování.
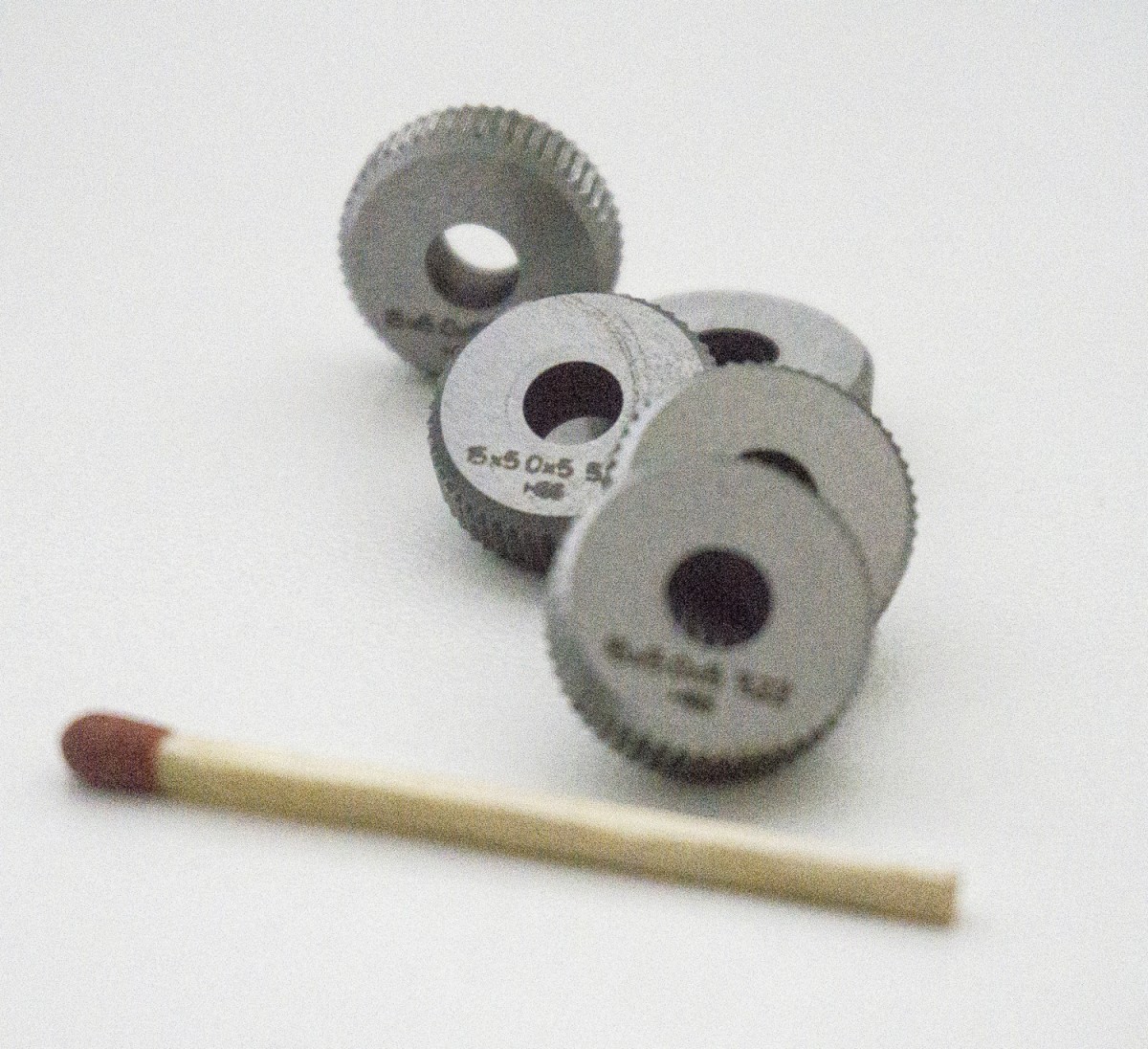
Rádlovací kolečka jsou vyráběna v metrických a palcových rozměrech. Ozubení a profil kolečka je broušený a může být také opatřen povlaky. Tyto nástroje je možné dodat uvedených materiálových variantách: HSS (rychlořezná ocel), PM (ocel vyráběná metodou práškové metalurgie) a také HM (tvrdokov).
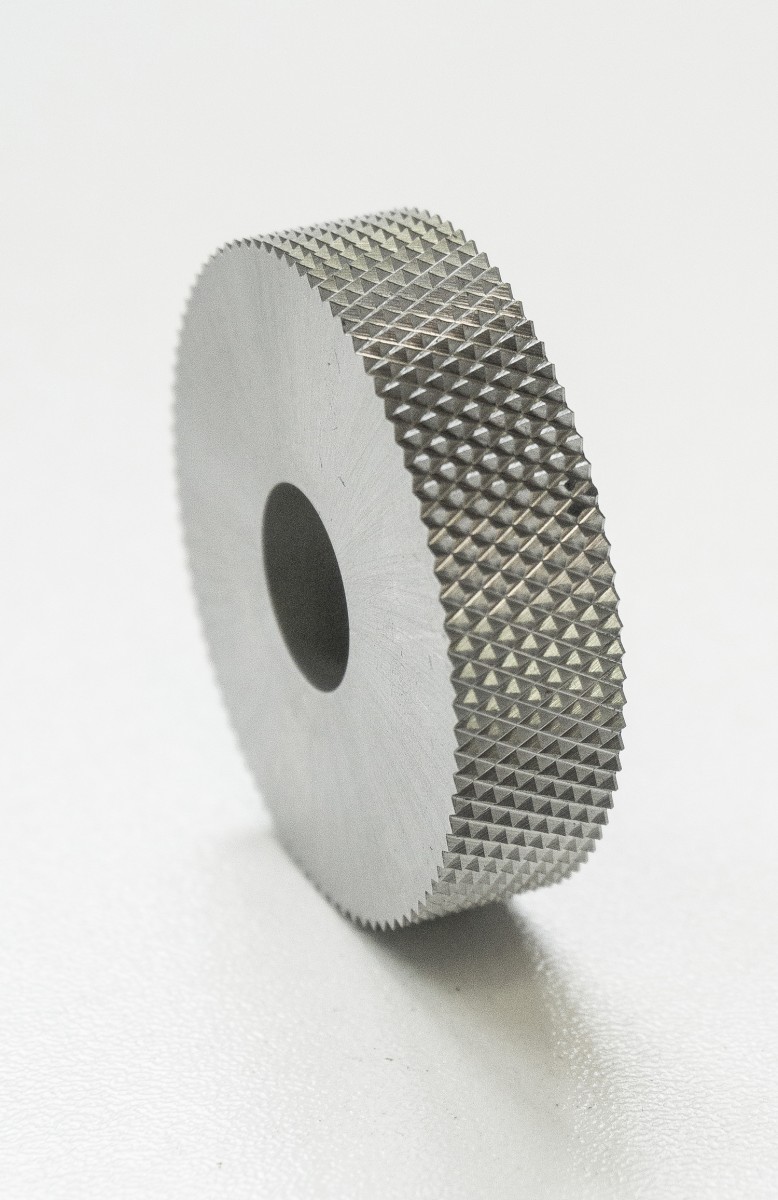
Rádlovací kolečka mohou být užívána pro materiály s vyšší pevností , ale častěji to bývají lehce obrobitelné materiály jako mosaz, bronz, litina, slitiny hliníku a plasty. Ostré zuby koleček při rádlovacím frézování bývají v úhlu s osou rotace.
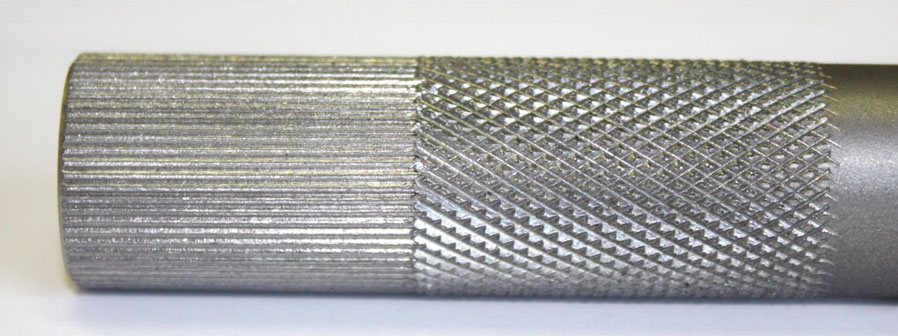 Popis obrázku: Přímé „rýhování“ a kosoúhlé „vroubkování“ na jediném obrobku
Popis obrázku: Přímé „rýhování“ a kosoúhlé „vroubkování“ na jediném obrobku
 Popis obrázků: Ukázka rýhování
Popis obrázků: Ukázka rýhování
 Popis obrázků: Ukázka vroubkování
Popis obrázků: Ukázka vroubkování
Rádlují se například úchyty nástrojů a měřitel, zdrsnění rukojetí a držáků = aby se nástroje dobře držely v ruce, neklouzaly např. průbojníky, důlčíky, rýhované šrouby a rýhované matice. Vroubkouvání zároveň zlepšuje vzhled nástroje. Vroubkování se používá i pro zdrsnění hřídelí v místě tlakových spojů.
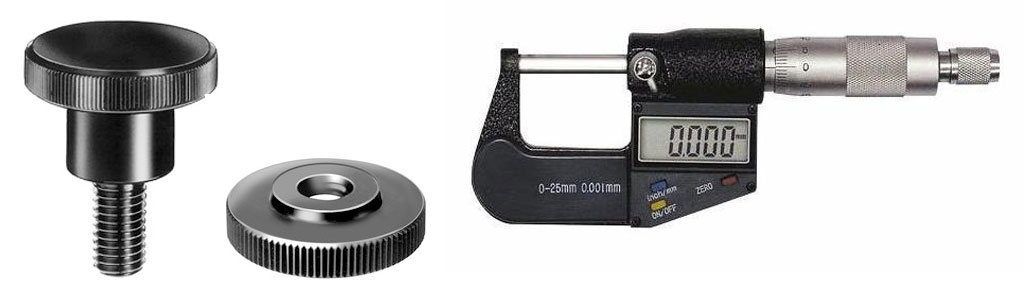 Popis obrázku: Rýhovaný šroub a rýhovaná matice (vlevo), Vroubkovaný nonius (hlava) na mikrometru (vpravo)
Popis obrázku: Rýhovaný šroub a rýhovaná matice (vlevo), Vroubkovaný nonius (hlava) na mikrometru (vpravo)
Rádlovací kolečko je se otáčí v držáku na hřídeli – na čepu a při rádlování dochází velkému řeznému odporu, proto obrobek bývá většinou podepřen otočným hrotem. Rádlo s kolečkem bývá ustaveno kolmo k obrobku, když se rádlují krátké plochy = tzn. plochy kratší než je šíře rádlovacího kolečka. Ale při rádlování dlouhých ploch (tzn. ploch delších než je šířka rádlovacího kolečka) se rádlo mírně vytočí, aby kolečko do záběru najelo příčným posuvem, a zároveň je na stroji zapnut posuv podélný, čímž dojde k bezproblémovému rádlování dlouhé plochy.
Zuby rádlovacího kolečka (břity) jsou obvykle frézovány, ale naše firma GSP – High Tech Saws ony zuby koleček brousí. Zásadně tím zvýší kvalitu a životnosti koleček. Při rádlování doporučujeme obrobek chladit emulzí. Pokud chlazení není možné – např. kvůli nepřípustnému znečištění obrobku, dodáváme kolečka se speciálními PVD povlaky, které umožnují rýhovacímu kolečku pracovat i bez chlazení = bez mazání. Rozteč zubů (břitů) rádlovacího kolečka rozhoduje zákazník, firma GSP – High Tech Saws se specializuje na nestandardní rozteče a úhly břitů. A to díky technologii broušení břitů koleček.
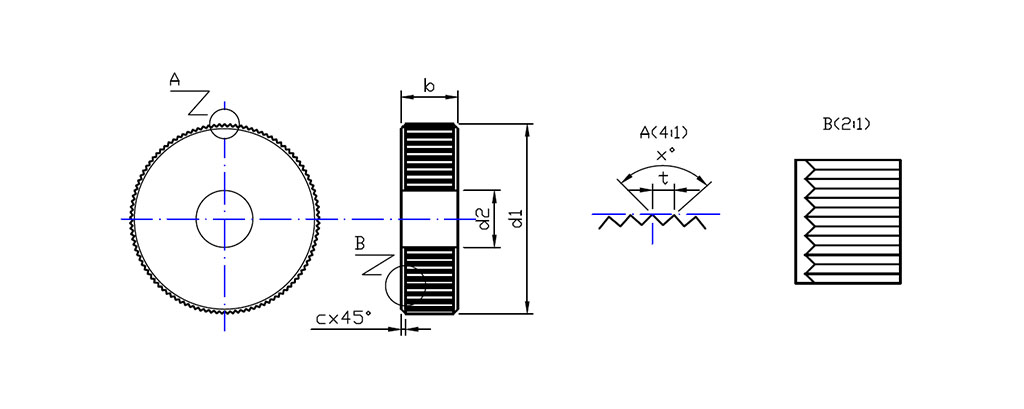
 Popis obrázku: Přímé rýhování vytvořené rádlovacími kolečky se zuby AA
Popis obrázku: Přímé rýhování vytvořené rádlovacími kolečky se zuby AA
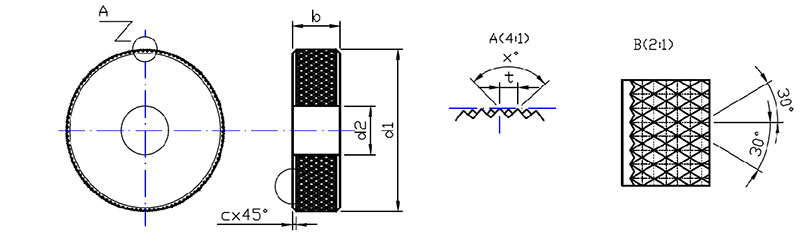
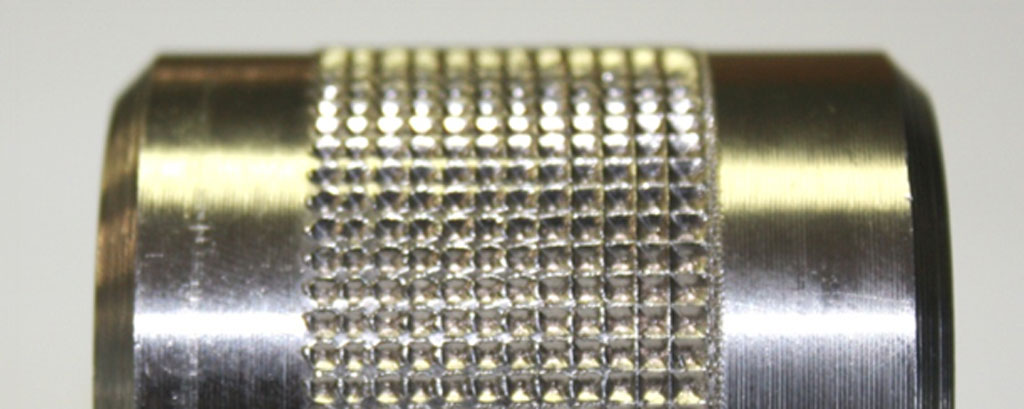 Popis obrázku: Pravoúhlé vroubkování (které popisuje jen norma ČSN 01 4930 a nikoliv DIN 403) vytvořené rádlovacími kolečky se zuby AA
Popis obrázku: Pravoúhlé vroubkování (které popisuje jen norma ČSN 01 4930 a nikoliv DIN 403) vytvořené rádlovacími kolečky se zuby AA
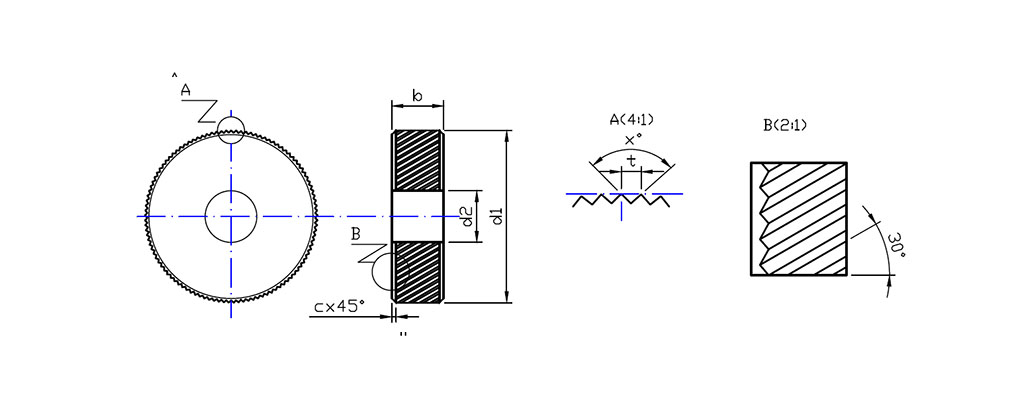
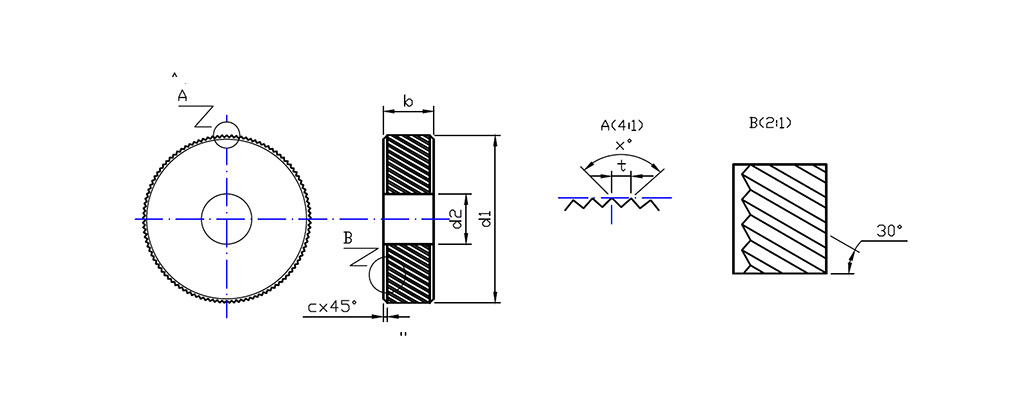
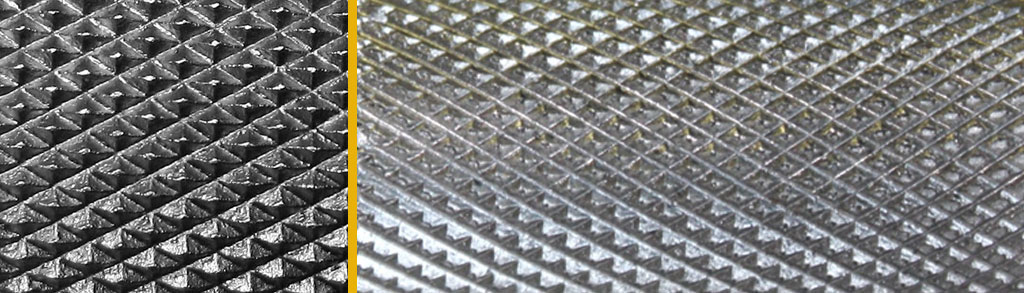 Popis obrázku: Kosoúhlé vroubkování kolečky vytvořené rádlovacími kolečky se zuby BL a BR
Popis obrázku: Kosoúhlé vroubkování kolečky vytvořené rádlovacími kolečky se zuby BL a BR
Norma DIN 403 nezná pravoúhlé vroubkování. Zásadní rozdíl mezi normami DIN 403 a podle ČSN 01 4930 je tento: Norma DIN neobsahuje „pravoúhlé“ vroubkování. Norma DIN připouští pouze kosoúhlé vroubkování a rýhování podélně s osou. Pravoúhlé vroubkování se používá pro rádlování plastů. Česká norma ČSN 01 4932 (014932) je závazná od 1.1. 1956.
Vroubkování velkých roztečí rýh a vroubkování obtížně obrobitelných materiálů je možno provádět i na několik záběrů a to s využitím zpětného chodu frézy.
Většina rýhovacích koleček se vyrábí s několika typy ozubení formulovaných v normě DIN 403. Naše firma GSP-High Tech Saws vyrábí většinu rýhovacích koleček s parametry určenými zákazníkem, tedy provedení na zakázku, dle přání uživatele.
Nejčastějším materiálem pro výrobu rádlovacích koleček se ve firmě GSP-High Tech Saws používá kobaltová rychlořezná ocel HSS M35 zvaná EMo5 dle německých norem DIN 1.3343. Dle našich zkušeností mají naše broušená a povlakovaná rádlovací kolečka kalená v GSP High Tech Saws na tvrdost 60 – 64 Hrc větší výdrž než konkurenční rádlovací kolečka vyráběná z práškové oceli. Výkon „lesklého“ rádlovacího kolečka zvyšujeme ve firmě GSP – High Tech Saws speciálními druhy PVD povlaků, většinou různými variantami povlaků TiN, TiAlN, TiCN.
Firma GSP – High Tech Saws vyrábí především tři základní profily zubů (rýh) na rádlovacích kolečkách a to profily AA, BL, BR, ale může nabídnout i kombinace:
Rádlovací kolečko má vrcholový úhel profilu a= 90° Dle požadavku zákazníka bývá občas rádlovací kolečko vyráběno s úhlem a= 105°, ale může být vyráběno s jakýmkoliv jiným úhlem. Hrany obou stran rádlovacího kolečka mohou být sraženy – mohou mít sražení čili fázi. Provedení/neprovedení tohoto sražení bočních hran se označuje jako:
Výkres rádlovacího kolečka či rádlovací kolečko samotné bývá označeno a identifikováno:
Značení tedy vypadá např. takto: Rádlovací fréza AA 2006 F 08 – 105 DIN 403
Jak se zvětší průměr rádlovaného obrobku při rádlování profilem AA ? Po rýhování se průměr obrobku zvětší o několik desetin milimetru v závislosti na rozteči rýh. Níže uvádíme pravděpodobně zvětšení po rýhování kolečkem vyrobeným podle německé normy DIN 403. V zásadě se průměr obrobku zvětší o ½ rozteče zubů. Tato konstanta ½ platí pouze pro profil AA. Pro kosoúhlé vroubkování BL a BR je konstanta vyšší.
| Rýhovací profil dle DIN 82: RAA (rýhovací profil na obrobku) | ||||||||||||||
| Dělení | 0,3 | 0,4 | 0,5 | 0,6 | 0,7 | 0,8 | 0,9 | 1,0 | 1,2 | 1,5 | 1,6 | 1,8 | 2,0 | |
| Materiál | Ø obrobku mm | ZvětšeníØ obrobku v mm | ||||||||||||
| Automatová ocel | 5 | 0,08 | 0,14 | 0,18 | 0,22 | 0,27 | 0,29 | 0,33 | 0,35 | 0,50 | - | - | - | - |
| 15 | 0,08 | 0,14 | 0,18 | 0,23 | 0,30 | 0,40 | 0,41 | 0,44 | 0,50 | 0,60 | 0,65 | 0,67 | 0,70 | |
| 25 | 0,08 | 0,15 | 0,23 | 0,24 | 0,28 | 0,35 | 0,38 | 0,44 | 0,53 | 0,62 | 0,70 | 0,70 | 0,98 | |
| Nerezová ocel | 5 | 0,10 | 0,15 | 0,20 | 0,25 | 0,28 | 0,30 | 0,35 | 0,42 | 0,41 | - | - | - | - |
| 15 | 0,10 | 0,15 | 0,19 | 0,25 | 0,30 | 0,34 | 0,40 | 0,45 | 0,51 | 0,60 | - | - | - | |
| Mosaz | 25 | 0,10 | 0,14 | 0,20 | 0,26 | 0,31 | 0,33 | 0,38 | 0,43 | 0,50 | 0,62 | - | - | - |
| 5 | 0,08 | 0,12 | 0,18 | 0,20 | 0,21 | 0,22 | 0,23 | 0,25 | 0,28 | - | - | - | - | |
| Hliník | 15 | 0,10 | 0,14 | 0,20 | 0,26 | 0,28 | 0,29 | 0,31 | 0,35 | 0,41 | 0,44 | 0,48 | 0,50 | 0,55 |
| 25 | 0,10 | 0,15 | 0,20 | 0,25 | 0,28 | 0,30 | 0,32 | 0,36 | 0,43 | 0,46 | 0,50 | 0,53 | 0,53 | |
| 5 | 0,09 | 0,15 | 0,19 | 0,23 | 0,28 | 0,30 | 0,34 | 0,41 | 0,40 | - | - | - | - | |
| 15 | 0,10 | 0,15 | 0,19 | 0,26 | 0,29 | 0,33 | 0,39 | 0,45 | 0,51 | 0,57 | 0,65 | - | - | |
| 25 | 0,09 | 0,15 | 0,19 | 0,26 | 0,29 | 0,32 | 0,37 | 0,45 | 0,52 | 0,59 | 0,65 | 0,78 | 0,75 | |
| Rozteč v mm
/rozteč v palcích |
 |
 |
 |
 |
 |
| AA Straight | BL 30° LH
Diagonal |
BR 30° RH
Diagonal |
BL 45° LH
Diagonal |
BR 45° RH
Diagonal |
|
| 0.3mm / 84.7 TPI | AA -0.3 | BL 30°-0.3 | BR 30°-0.3 | BL 45°-0.3 | BR 45°-0.3 |
| 0.4mm / 63.5 TPI | AA -0.4 | BL 30°-0.4 | BR 30°-0.4 | BL 45°-0.4 | BR 45°-0.4 |
| 0.5mm / 50.8 TPI | AA -0.5 | BL 30°-0.5 | BR 30°-0.5 | BL 45°-0.5 | BR 45°-0.5 |
| 0.6mm / 42.3 TPI | AA -0.6 | BL 30°-0.6 | BR 30°-0.6 | BL 45°-0.6 | BR 45°-0.6 |
| 0.7mm / 36.3 TPI | AA -0.7 | BL 30°-0.7 | BR 30°-0.7 | BL 45°-0.7 | BR 45°-0.7 |
| 0.8mm / 31.8 TPI | AA -0.8 | BL 30°-0.8 | BR 30°-0.8 | BL 45°-0.8 | BR 45°-0.8 |
| 0.9mm / 28.2 TPI | AA -0.9 | BL 30°-0.9 | BR 30°-0.9 | BL 45°-0.9 | BR 45°-0.9 |
| 1.0mm / 25.4 TPI | AA -1.0 | BL 30°-1.0 | BR 30°-1.0 | BL 45°-1.0 | BR 45°-1.0 |
| 1.2mm / 21.2 TPI | AA -1.2 | BL 30°-1.2 | BR 30°-1.2 | BL 45°-1.2 | BR 45°-1.2 |
| 1.5mm / 16.9 TPI | AA -1.5 | BL 30°-1.5 | BR 30°-1.5 | BL 45°-1.5 | BR 45°-1.5 |
| Rozteč v mm
/rozteč v palcích |
 |
 |
 |
 |
| GE 30°
samec |
GV 30°
samice |
GE 45°
samec |
GV 45°
samice |
|
| 0.3mm / 84.7 TPI | GE 30°
samec -0.3 |
GV 30°
samice -0.3 |
GE 45°
samec -0.3 |
GV 45°
samice -0.3 |
| 0.4mm / 63.5 TPI | GE 30°
samec -0.4 |
GV 30°
samice -0.4 |
GE 45°
samec -0.4 |
GV 45°
samice -0.4 |
| 0.5mm / 50.8 TPI | GE 30°
samec -0.5 |
GV 30°
samice -0.5 |
GE 45°
samec -0.5 |
GV 45°
samice -0.5 |
| 0.6mm / 42.3 TPI | GE 30°
samec -0.6 |
GV 30°
samice -0.6 |
GE 45°
samec -0.6 |
GV 45°
samice -0.6 |
| 0.7mm / 36.3 TPI | GE 30°
samec -0.7 |
GV 30°
samice -0.7 |
GE 45°
samec -0.7 |
GV 45°
samice -0.7 |
| 0.8mm / 31.8 TPI | GE 30°
samec -0.8 |
GV 30°
samice -0.8 |
GE 45°
samec -0.8 |
GV 45°
samice -0.8 |
| 0.9mm / 28.2 TPI | GE 30°
samec -0.9 |
GV 30°
samice -0.9 |
GE 45°
samec -0.9 |
GV 45°
samice -0.9 |
| 1.0mm / 25.4 TPI | GE 30°
samec -1.0 |
GV 30°
samice -1.0 |
GE 45°
samec -1.0 |
GV 45°
samice -1.0 |
| 1.2mm / 21.2 TPI | GE 30°
samec -1.2 |
GV 30°
samice -1.2 |
GE 45°
samec -1.2 |
GV 45°
samice -1.2 |
| 1.5mm / 16.9 TPI | GE 30°
samec -1.5 |
GV 30°
samice -1.5 |
GE 45°
samec -1.5 |
GV 45°
samice -1.5 |
Nejčastější rozměry formovacích koleček:
Vážený zákazníku, máte možnost učinit předběžnou poptávku tohoto produktu. V košíku poptávek můžete upřesnit vaše požadavky na produkt dle tabulky, případně můžete vepsat jakéhokoliv dotazy pro obchodního zástupce. Obchodní zástupce Vás bude kontaktovat v co nejkratším čase.












































 E-shop
E-shop
{kind=link}
{kind=link}
{kind=link}
{kind=link}