


Download - NORM GOST (RUS - ГОСТ 2679)
Productnorm geproduceerde pinholes in pdf (grootte 500 kb)



Minder bramen - Betere snijafwerking - Lagere kosten per snede - Hogere snijprecisie - Verkrijgbaar in verschillende coatings - HET GEREEDSCHAP KAN MEERDERE KEREN WORDEN GESLEPEN
Geschikte veiligheidsuitrusting gebruiken.
DMo5 - DIN 1.3343 - JIS SKH51 - M2 Hoge snelheid TUNGSTEN MOLYBDEENSTAAL. Dit is sterk gelegeerd snelstaal dat wolfraam, vanadium en molybdeen bevat. Cirkelzagen hebben zowel zeer goede mechanische eigenschappen als uitstekende sterkte voor deze legeringselementen. De fijne structuur van martensiet, die wordt verzekerd door een molybdeengehalte van 5%, maakt de messen bestand tegen materiaalbreuk en vermoeidheid. Wolfraam vormt niet alleen extreem harde carbiden en verbetert de sterkte van het mes, maar voorkomt vooral de groei van materiaalkorrels. Bovendien verhoogt het de weerstand tegen slijtage, vooral bij hoge snijtemperaturen. Vanadium, analoog aan de hierboven genoemde elementen, draagt ook bij aan de verbetering van de mechanische eigenschappen. Het vormt fijne korrels, neemt deel aan de stijging van harde carbiden en verhoogt de weerstand van het gereedschap tegen slijtage. Voor hoogwaardige zaagbladen. Gehard en getemperd tot 64 +/- 1




| Materiaal | Koelvloeistoffen |
Snijsnelheid
Vc = m/min |
Voeding per tand
fz = mm/Z |
| Staal tot 500 N/mm² | Emulsie 1:20 | 100 - 80 | 0,010 - 0,030 |
| Staal tot 800 N/mm² | Emulsie 1:15 | 50 - 90 | 0,007 - 0,025 |
| Staal tot 1300 N/mm² | Emulsie 1:12 | 30 - 50 | 0,005 - 0,020 |
| Roestvrij staal | Emulsie 1:10 | 30 - 70 | 0,005 - 0,015 |
| Gelegeerd gereedschapsstaal | Emulsie 1:10 | 15 - 40 | 0,005 - 0,012 |
| Titaniumlegeringen | Snijolie | 35 - 55 | 0,003 - 0,008 |
| Gietijzer | Droogsnijsysteem | 30 - 90 | 0,005 - 0,010 |
| Koper | Emulsie of sproeikoeling | 200 - 500 | 0,020 - 0,040 |
| Brass | Emulsie of sproeikoeling | 300 - 500 | 0,010 - 0,040 |
| Aluminium | Emulsie of sproeikoeling | 400 - 2000 | 0,010 - 0,040 |
De gegevens die worden aanbevolen in deze tabel zijn alleen bedoeld als richtlijn.

VAPO is een gecontroleerd oxidatieproces dat een laag ijzeroxide (Fe3O4) produceert op het oppervlak van een zaagblad. Het is een oppervlaktemodificatie door CO2-oxidatie wanneer de cirkelzaagbladen opnieuw worden getemperd in oververhitte stoom bij ongeveer 550°C. Hierdoor ontstaat een extreem dunne oppervlaktelaag met een hardheid van 900 HV. Door stressvermindering krijgen de cirkelzaagbladen die zijn verbeterd door deze modificatie een betere elasticiteit, waardoor het risico op breuk wordt vermeden. Microporositeit op het oppervlak zorgt voor een betere verdeling van koelwater. Dit verhoogt het zelfsmerende vermogen en verbetert aanzienlijk de weerstand tegen ophoping. Slipslide is een zeer kosteneffectieve oppervlaktebehandeling die geschikt is voor de meeste algemene snijwerkzaamheden. Maar het is niet geschikt voor het snijden van aluminium, koper, messing en hun legeringen. Technische kenmerken: Oppervlaktehardheid: 900 HV; Wrijvingscoëfficiënt: 0,65;

Cirkelzaagbladen gecoat met TiN (titaniumnitride) bereiken een zeer hoge oppervlaktehardheid, waardoor ze geschikt zijn voor het scheiden van materialen met hoge mechanische taaiheid. Het is zeer geschikt voor het snijden van medium-gelegeerd en hard staal. De kenmerken van de coating maken het mogelijk om de omtreksnelheid en voedingssnelheid bijna met 50% te verhogen en verkorten de werktijd aanzienlijk. Deze coating met een titanium basislaag van 3 micrometer dikte wordt verkregen bij een proces temperatuur van ongeveer 490°C. Het garandeert een wrijvingscoëfficiënt van 0,47 en een oxidatietemperatuur van 640°C. De hardheid van de gecoate laag bereikt 2.480 Vickers (HV 0,05). De lage thermische geleidbaarheid zorgt voor een betrouwbare hitteschild voor de onderlaag. Het is een coating geschikt voor het snijden van laaggelegeerd staal en moet altijd met voldoende smering worden gebruikt. Het is niet geschikt voor het snijden van koper, messing of brons.

Deze coating is geschikt voor het scheiden van materialen met een hoge treksterkte, roestvrij staal en materialen met weerstand tegen slijtage, zoals gietijzer en messing. Het uitstekende kenmerk is de weerstand bij hoge werkingstemperaturen, daarom is het geschikt voor gebruik bij droge snedes of bij snedes met onvoldoende koeling. Bovendien is het zeer geschikt voor hoge omtreksnelheden. Deze meerlaagse coating is 3 micrometer dik. Het plasma wordt verkregen uit de fusie van een titanium/aluminium kathode. De toevoeging van een inerte gas tijdens het proces en de energie waarmee de moleculen worden geladen, zorgen ervoor dat het oppervlak wordt gebombardeerd, waardoor uitstekende coatingeigenschappen worden verkregen die een hoge thermische weerstand bieden aan de onderlaag; het heeft een oxidatietemperatuur van 800°C, resulterend in een oppervlaktehardheid van 3.400 Vickers (HV 0,05). De wrijvingscoëfficiënt is 0,45 en maakt het mogelijk om cirkelzaagbladen te gebruiken met uitstekende resultaten, zelfs onder omstandigheden van beperkte of minimale smering en besproeiing. Het is met name geschikt voor hooggelegeerd staal tot 1100 N/mm2, het snijden van gietijzer, roestvrij staal en alle materialen die aanzienlijke hitte ontwikkelen.

PVD-coating met een zeer lage wrijvingscoëfficiënt op staal. Het maakt zeer heldere snedes mogelijk en voorkomt koel oppervlak, zelfs bij hoge omtreksnelheid en verplaatsingen in materialen zoals zeer hard staal, koper en messing, waarbij het snijden vaak koel oppervlak creëert. Het maakt het mogelijk om de omtreksnelheid en voedingssnelheid bijna te verhogen met 100% ten opzichte van parameters voor blanco cirkelzaagbladen.

Een zeer lage wrijvingscoëfficiënt maakt cirkelzaagbladen met GRAYSKIN-coating zeer geschikt voor het snijden van materialen die een sterke neiging hebben om aan de zijkanten van het gereedschap te blijven kleven, zoals messing, koper en aluminiumlegeringen. De mogelijkheid om gereedschappen te coaten met sterkere lagen van 2,5 micrometer dikte tot een dikte van 7 "m is een extra voordeel. Het wordt gemaakt door middel van een plasma van titanium en koolstof dat de hardheid verhoogt tot 3.000 Vickers (HV 0,05). De wrijvingscoëfficiënt van 0,22 is zeer laag door het hoge koolstofgehalte. Dit maakt het zeer geschikt voor het snijden van sterk abrasieve materialen zoals roestvrij staal en medium gelegeerde stalen met een hardheid tot 800 N/mm2. De lage wrijvingscoëfficiënt vermindert aanzienlijk het afbrokkelen aan de snijkant en de zijkant van de schijf. Deze coating heeft een oxidatietemperatuur van 400°C en moet altijd worden gebruikt met voldoende smering tijdens het snijproces.

Cirkelzaagbladen van GSP worden standaard geleverd met de volgende geometrieën, geschikt voor het snijden van staal en legeringen ervan.
 |
 |
 |
|
Tandvorm A
wordt normaal gebruikt bij fijne vertanding (< T3) voor toepassingen zoals het snijden van messinglegeringen, sieraden en schroefgleuven. |
Tandvorm B
wordt normaal gebruikt voor dunwandige buizen en het snijden van constructieve vormen, vooral wanneer het verwijderen van spanen geen probleem is. |
Tandvorm AW
is afwisselend afgeschuind, waardoor de spanen beter worden versnipperd. Het is bijzonder geschikt voor nauwkeurig snijden. |
 |
 |
 |
 |
|
Tandvorm BW
wordt voornamelijk gebruikt voor het snijden van buizen en profielen. De tand is afwisselend afgeschuind op 45 graden, breekt de spaan in tweeën en zorgt voor een goede spaanafvoer. |
Tandvorm C
wordt gebruikt voor massieve profielen of zeer dikke buizen. De spaan wordt in drie delen versnipperd door de aanwezigheid van een afwerkende tand zonder afschuining en een voorsnijdende tand (langer dan 0,25 mm) met twee afschuiningen aan elke zijde. |
Tandvorm BR
is succesvol geïntroduceerd voor het snijden van buizen. Het heeft dubbel zoveel snijkanten en garandeert een groter aantal sneden en een betere afwerking van het profiel. Het verbetert ook de duurzaamheid van het gereedschap met ongeveer 20% doordat het verwijderde profiel per slijpbeurt wordt verminderd. |
Tandvorm VP
(variabele vertanding) wordt gebruikt om zeer onregelmatige profielen te snijden die ernstige trillingen en geluid veroorzaken. Het zorgt voor een zachter contact en biedt een goed compromis tussen snijduur en verminderde trillingen. |
Om de juiste werkparameters voor elke afzonderlijke toepassing te vinden, moet de gebruiker normaal gesproken talloze zorgvuldige vergelijkende tests uitvoeren. De te overwegen factoren (materiaal, machine, gereedschap, enz.) bepalen rechtstreeks het resultaat. Onze ingenieurs, attent op de vereisten van onze klanten, hebben zeer geavanceerde software ontwikkeld die al deze gegevens simultaan analyseert en ons in staat stelt de optimalisatietijd aanzienlijk te verkorten tijdens verschillende toepassingen. Onze ingenieurs kunnen de beste snijparameters aanbevelen voor elke afzonderlijke toepassing. De volgende formule en grafieken geven aan hoe de snijsnelheid, het aantal omwentelingen en de voedingssnelheid te berekenen.
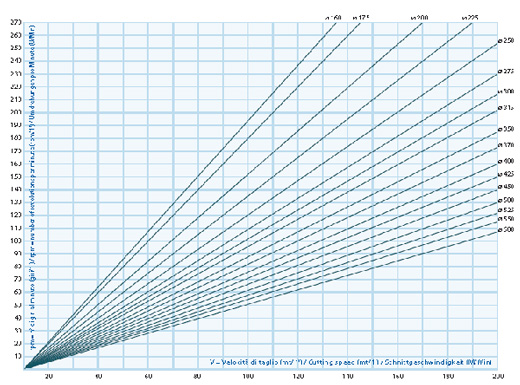
V = Snijsnelheid (m/min)
D1 = Zaagbladdiameter (mm)
Av = Voedingssnelheid (mm/min)
Avz = Voedingssnelheid per tand (mm/Z)
Z = Aantal tanden
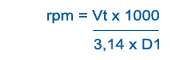
Rpm = Aantal omwentelingen per minuut
Formule:
Rpm = V x 1000
-------------------
D1 x 3,14
Av = Avz x Z x rpm
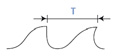
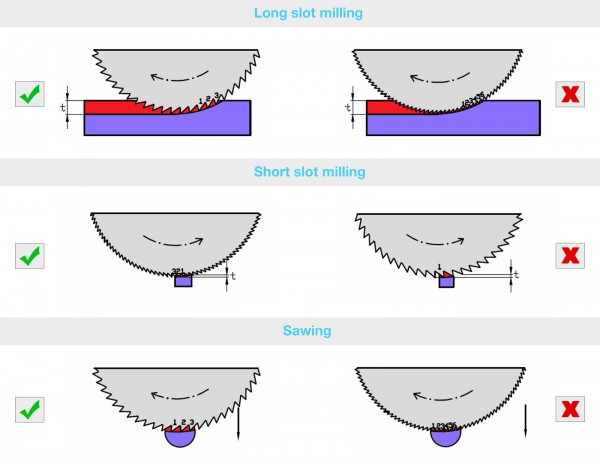
Nadat het materiaal en de te zagen sectie zijn geïdentificeerd, moet de steek worden gekozen. De juiste steek voorkomt gevaarlijke trillingen en garandeert een correcte afvoer van spanen. De volgende gegevens zijn bij benadering. Onze ingenieurs kunnen adviseren over de meest geschikte steek voor elke specifieke toepassing (stilstaande snede, vliegende snede, overdracht) en de te zagen materialen.
| Materiaal | V (m/min) | Avz (mm/Z) |
| Staal < 500 N/mm (C10, C15, St37, St44) | 30-40 | 0,04-0,08 |
| Staal < 800 N/mm (C40, C60, 15Cr3, 16MnCr5, 26CrMo4) | 25-35 | 0,03-0,07 |
| Staal < 1200 N /mm (38NCD4, 14NiCr14, 40CrMnMo7) | 15-25 | 0,02-0,06 |
| Roestvrij staal | 15-25 | 0,02-0,06 |
| Gietijzer | 20-30 | 0,03-0,05 |
| Titanium | 12-15 | 0,02-0,05 |
| Brass | 400-600 | 0,05-0,07 |
| Koper | 200-400 | 0,05-0,07 |
| Brons | 200-400 | 0,05-0,07 |
| Aluminium | 500-700 | 0,06-0,08 |
|
|
||||
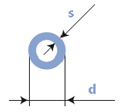
| d | d | T | s | T |
| ≤ 20 mm | ≤ 1,0 mm | 3 | > 1 mm | 4 |
| ≤ 30 mm | ≤ 1,5 mm | 5 | > 1,5 mm | 5,5 |
| ≤ 40 mm | ≤ 2,0 mm | 6 | > 2 mm | 7 |
| ≤ 50 mm | ≤ 4,0 mm | 6 | > 4 mm | 7 |
| ≤ 60 mm | ≤ 4,0 mm | 7 | > 4 mm | 8 |
| ≤ 70 mm | ≤ 3,0 mm | 7 | > 3 mm | 8 |
| ≤ 80 mm | ≤ 4,0 mm | 8 | > 4 mm | 10 |
| ≤ 90 mm | ≤ 4,0 mm | 8 | > 4 mm | 10 |
| ≤ 100 mm | ≤ 7,0 mm | 10 | > 7 mm | 12 |
| ≤ 120 mm | ≤ 5,0 mm | 10 | > 5 mm | 12 |
| ≤ 140 mm | ≤ 4,0 mm | 10 | > 4 mm | 12 |
 |
 |
|
|
Avz < 0,08 mm/Z | Avz > 0,08 mm/Z |
| ≤ 20 mm | 5,5 | |
| ≤ 30 mm | 7 | |
| ≤ 40 mm | 8 | |
| ≤ 50 mm | 9 | |
| ≤ 60 mm | 10 | 12 |
| ≤ 70 mm | 11 | 12 |
| ≤ 80 mm | 12 | 14 |
| ≤ 90 mm | 12 | 14 |
| ≤ 100 mm | 14 | 16 |
| ≤ 120 mm | 14 | 16 |
| ≤ 140 mm | 16 | 18 |
In de volgende tabellen hebben we de aanbevolen werkparameters (snijsnelheid en voedingssnelheid) gemarkeerd die onze ingenieurs aanbevelen bij het snijden van massief materiaal of buizen.
| STAAL ≤ 500 N/mm2 RVS | STAAL ≤ 800 N/mm2 RVS | STAAL ≤ 1200 N/mm2 RVS | |||||
| D1 350 x 2,5 |
|
|
|
|
|
|
|
| v = 75 m/min. | v = 50 m/min. | v = 35 m/min. | v = 25 m/min. | v = 18 m/min. | v = 12 m/min. | ||
| Avz = 0,06 mm/Z | Avz = 0,06 mm/Z | Avz = 0,06 mm/Z | |||||
| T | Z | Av = mm/min | Av = mm/min | Av = mm/min | Av = mm/min | Av = mm/min | Av = mm/min |
| 3 | 350 | 1428 | - | 670 | 290 | 190 | |
| 4 | 280 | 1140 | 765 | 535 | 380 | 230 | 150 |
| 5 | 220 | 600 | 600 | 420 | 300 | 180 | 120 |
| 6 | 180 | 735 | 490 | 345 | 245 | 147 | 98 |
| 7 | 160 | 650 | 435 | 305 | 220 | 130 | 87 |
| 8 | 140 | 570 | 380 | 265 | 190 | 115 | 75 |
| 9 | 120 | 490 | 330 | 230 | 165 | 100 | 65 |
| 10 | 110 | 450 | 330 | 210 | 150 | 90 | 60 |
| 12 | 90 | 365 | 245 | 170 | 120 | 74 | 50 |
| 14 | 80 | 325 | 220 | 150 | 110 | 66 | 45 |
| 16 | 70 | 285 | 190 | 95 | 57 | 38 | |
| 18 | 60 | - | 165 | 80 | 50 | 33 | |
| MESSING | BRONS / KOPER | ALUMINIUM | |||||
| D1 350 x 2,5 |
|
|
|
|
|
|
|
| v = 600 m/min. | v = 400 m/min. | v = 400 m/min. | v = 200 m/min. | v = 800 m/min. | v = 500 m/min. | ||
| Avz = 0,06 mm/Z | Avz = 0,06 mm/Z | Avz = 0,06 mm/Z | |||||
| T | Z | Av = mm/min | Av = mm/min | Av = mm/min | Av = mm/min | Av = mm/min | Av = mm/min |
| 3 | 350 | 9100 | 6000 | 13300 | |||
| 4 | 280 | 7300 | 4800 | 10600 | |||
| 5 | 220 | 6100 | 4000 | 4000 | 2000 | 8350 | 5940 |
| 6 | 180 | 4800 | 3200 | 3200 | 1600 | 6840 | 4860 |
| 7 | 160 | 4200 | 2800 | 2800 | 1400 | 6080 | 4320 |
| 8 | 140 | 3600 | 2400 | 2400 | 1200 | 5320 | 3780 |
| 9 | 120 | 3300 | 2200 | 2200 | 1100 | 4560 | 3240 |
| 10 | 110 | 3000 | 2000 | 2000 | 1000 | 4180 | 2970 |
| 12 | 90 | 2400 | 1600 | 1600 | 800 | 3420 | 2430 |
| 14 | 80 | 1400 | 700 | 2160 | |||
| 16 | 70 | 1200 | 600 | 1890 | |||
| 18 | 60 | 1100 | 550 | 1620 | |||
| De snijsnelheid (Vt) wordt uitgedrukt in omwentelingen per minuut en vertegenwoordigt de snelheid van de tand tegen het te snijden stuk; de snijsnelheid heeft geen directe invloed op de snijtijd. |
 |
| De snijsnelheid (rpm) wordt uitgedrukt in omwentelingen per minuut en vertegenwoordigt de rotatiesnelheid van de schijf om zijn eigen as; dit kan worden bepaald met een toerenteller of worden verkregen met de volgende formule. |
 |
| De voedingssnelheid (Av) wordt uitgedrukt in millimeters per minuut en vertegenwoordigt de voedingssnelheid van de zaag terwijl deze in het te snijden stuk snijdt. Dit getal is recht evenredig met de snijtijd: hoe hoger de voedingssnelheid, hoe korter het contacttijd. |
 |
| MM | INCHES | MM | INCHES | MM | INCHES | MM | INCHES |
| .1 | .0039 | 20 | .7872 | 48 | 1.8898 | 76 | 2.9921 |
| .2 | .0079 | 21 | .8268 | 49 | 1.9291 | 77 | 3.0315 |
| .3 | .0118 | 22 | .8661 | 50 | 1.9685 | 78 | 3.0709 |
| .4 | .0157 | 23 | .9055 | 51 | 2.0079 | 79 | 3.1102 |
| .5 | .0197 | 24 | .9449 | 52 | 2.0472 | 80 | 3.1496 |
| .6 | .0236 | 25 | .9843 | 53 | 2.0866 | 81 | 3.1890 |
| .7 | .0276 | 26 | 1.0236 | 54 | 2.1260 | 82 | 3.2284 |
| .8 | .0315 | 27 | 1.0630 | 55 | 2.1654 | 83 | 3.2677 |
| .9 | .0354 | 28 | 1.1024 | 56 | 2.2047 | 84 | 3.3071 |
| 1 | .0394 | 29 | 1.1417 | 57 | 2.2441 | 85 | 3.3465 |
| 2 | .0787 | 30 | 1.1811 | 58 | 2.2835 | 86 | 3.3858 |
| 3 | .1181 | 31 | 1.2205 | 59 | 2.3228 | 87 | 3.4252 |
| 4 | .1575 | 32 | 1.2598 | 60 | 2.3622 | 88 | 3.4646 |
| 5 | .1969 | 33 | 1.2992 | 61 | 2.4016 | 89 | 3.5039 |
| 6 | .2362 | 34 | 1.3386 | 62 | 2.4410 | 90 | 3.5433 |
| 7 | .2756 | 35 | 1.3780 | 63 | 2.4803 | 91 | 3.5827 |
| 8 | .3150 | 36 | 1.4173 | 64 | 2.5197 | 92 | 3.6221 |
| 9 | .3543 | 37 | 1.4567 | 65 | 2.5591 | 93 | 3.6614 |
| 10 | .3937 | 38 | 1.4961 | 66 | 2.5984 | 94 | 3.7008 |
| 11 | .4331 | 39 | 1.5354 | 67 | 2.6378 | 95 | 3.7402 |
| 12 | .4724 | 40 | 1.5748 | 68 | 2.6772 | 96 | 3.7795 |
| 13 | .5118 | 41 | 1.6142 | 69 | 2.7165 | 97 | 3.8189 |
| 14 | .5512 | 42 | 1.6535 | 70 | 2.7559 | 98 | 3.8583 |
| 15 | .5906 | 43 | 1.6929 | 71 | 2.7953 | 99 | 3.8976 |
| 16 | .6299 | 44 | 1.7323 | 72 | 2.8347 | 100 | 3.9370 |
| 17 | .6693 | 45 | 1.7717 | 73 | 2.8740 | ||
| 18 | .7087 | 46 | 1.8110 | 74 | 2.9134 | ||
| 19 | .7480 | 47 | 1.8504 | 75 | 2.9528 |
| ZAAGBOOR A INCHES | NOMINALE MAAT (VIERKANT) INCHES | BREEDTE (C) | DIEPTE PLUS DIAMETER (D) | NOMINALE DIEPTE (H) | AFGERONDE HOEKSTRAAL | ||
| MAXIMUM | MINIMUM | MAXIMUM | MINIMUM | ||||
| 1/2" | 3/32" | .106" | .099" | .5678" | .5578" | 3/64" | .020" |
| 5/8 | 1/8 | .137 | .130 | .7085 | .6985 | 1/16 | 1/32 |
| 3/4 | 1/8 | .137 | .130 | .8325 | .8225 | 1/16 | 1/32 |
| 7/8 | 1/8 | .137 | .130 | .9575 | .9475 | 1/16 | 1/32 |
| 1 | 1/4 | .262 | .255 | 1.1140 | 1.1040 | 3/32 | 3/64 |
| 1 1/4 | 5/16 | .325 | .318 | 1.3950 | 1.3850 | 1/8 | 1/16 |
| 1 1/2 | 3/8 | .410 | .385 | 1.6760 | 1.6660 | 5/32 | 1/16 |
| 1 3/4 | 7/16 | .473 | .448 | 1.9580 | 1.9480 | 3/16 | 1/16 |
| 2 | 1/2 | .535 | .510 | 2.2080 | 2.1980 | 3/16 | 1/16 |
| 2 1/2 | 5/8 | .660 | .635 | 2.7430 | 2.7330 | 7/32 | 1/16 |
| 3 | 3/4 | .785 | .760 | 3.2750 | 3.2650 | 1/4 | 3/32 |
| 3 1/2 | 7/8 | .910 | .885 | 3.9000 | 3.8900 | 3/8 | 3/32 |
| 4 | 1 | 1.035 | 1.011 | 4.4000 | 4.3900 | 3/8 | 3/32 |
| 4 1/2 | 1 1/8 | 1.160 | 1.135 | 4.9630 | 4.9530 | 7/16 | 1/8 |
| 5 | 1 1/4 | 1.285 | 1.260 | 5.5250 | 5.5150 | 1/2 | 1/8 |
Normaal gesproken zijn de beschikbare snelstaalsoorten M-2, M-42, D-2, T-15 en 440C roestvrij staal. Bovendien kunnen andere speciale staalsoorten op aanvraag worden geleverd.
Elke diameter zaagblad of cirkelvormig product binnen het bereik van 1/2" tot 10" is mogelijk binnen de productiemogelijkheden. Metrische maten zijn ook beschikbaar binnen deze bereiken.
Diktes zo laag als .003 inch zijn mogelijk bij bepaalde stijlen. Dimensionale toleranties zo nauw als + of - .0001, afhankelijk van de buitendiameter en dikte.
Met geavanceerde slijpmachines kunnen wij zaagbladen leveren met een tandsteek tussen 50 en 2,2 TPI (tanden per inch) met een geslepen tandvorm. Bladen met een grovere tandsteek dan 2,2 TPI kunnen worden geleverd met een gefreesde tandvorm.
Hieronder vindt u tandstijlen voor uw gemak. Controleer of we de gewenste tandstijl kunnen produceren met het gevraagde type cirkelvormig product.
Wanneer u een offerte aanvraagt of speciale zaagbladen bestelt, vermeld dan de volgende informatie:
* Bladen worden geleverd met een standaard tandontwerp, tenzij anders aangegeven. GSP- High Tech Saws, s.r.o. levert regelmatig snelstaalbladen aan fabrikanten die ervoor kiezen om zelf tanden aan te brengen. GSP- High Tech Saws, s.r.o. verwelkomt verzoeken van andere zaagfabrikanten voor alle producten die wij produceren.
| Materiaal | Staal tot 500 N/mm² | Staal tot 800 N/mm² | Staal tot 1200 N/mm² | Roestvrij staal | Gietijzer | Lichte metalen | Koper en brons | Messing |
| Diameter massief materiaal (mm) | Tandafstand T (mm) | |||||||
| 10 - 20 | 8 | 6 | 5 | 5 | 5 | 8 | 6 | 8 |
| 20 - 40 | 10 | 8 | 6 | 6 | 6 | 10 | 8 | 10 |
| 40 - 60 | 12 | 10 | 8 | 8 | 8 | 12 | 10 | 12 |
| 60 - 90 | 15 | 13 | 10 | 11 | 11 | 16 | 13 | 14 |
| 90 - 110 | 18 | 16 | 12 | 14 | 14 | 18 | 16 | 18 |
| 130 - 150 | 25 | 20 | 16 | 18 | 18 | 25 | 20 | 22 |
| Wanddikte buizen en profielen (mm) | Tandafstand T (mm) | |||||||
| < 1 | 3 | 3 | 3 | 3 | - | 4 | 4 | 4 |
| 1 - 1,5 | 4 | 4 | 3 | 4 | - | 5 | 5 | 5 |
| 1,5 - 2 | 5 | 4 | 4 | 5 | - | 6 | 6 | 6 |
| 2 - 3 | 6 | 5 | 5 | 5 | - | 7 | 7 | 7 |
| > 7 | 7 | 6 | 5 | 6 | - | 8 | 8 | 8 |
| Snijgegevens | Aanbevolen aantal tanden | |||
| Materiaal | Snelheid m/min | Goed | Slecht | |
| Staal <700 N/mm2 | 80 - 160 |
 |
||
| Staal >700 N/mm2 | 50 - 120 | |||
| Roestvrij staal | 50 – 100 | |||
| Titanium | 30 - 70 | |||
| Aluminium | 80 - 300 | |||
| Koper | 70 - 200 | |||
| Messing | 100 - 300 | |||
| Goud | 80 - 250 | |||
|
Ideaal 2 – 3 tanden in contact Te veel tanden:
Niet genoeg tanden:
|
||||
| Aanbevolen snelheid (omwentelingen per minuut) | ||||||||
| Roestvrij staal | Gietijzer of staal boven 1000 N/mm2 | Staal 550-800 N/mm2 | Eboniet, gelaste buizen of staal 450-500 N/mm2 | Niet-gelaste buizen | Koper | Messing | Aluminium | |
|
Diameter van het zaagblad |
rpm | rpm | rpm | rpm | rpm | rpm | rpm | rpm |
| 20 mm | 318 | 637 | 796 | 955 | 1114 | 2387 | 3183 | 6366 |
| 25 mm | 255 | 509 | 637 | 764 | 891 | 1910 | 2546 | 5096 |
| 32 mm | 199 | 398 | 497 | 597 | 696 | 1492 | 1989 | 3979 |
| 40 mm | 159 | 318 | 398 | 477 | 557 | 1194 | 1592 | 3183 |
| 50 mm | 127 | 255 | 318 | 382 | 446 | 955 | 1273 | 2546 |
| 63 mm | 101 | 202 | 253 | 303 | 354 | 758 | 1011 | 2021 |
| 80 mm | 80 | 159 | 199 | 239 | 279 | 597 | 796 | 1592 |
| 100 mm | 64 | 127 | 159 | 191 | 223 | 477 | 637 | 1273 |
| 125 mm | 51 | 102 | 127 | 153 | 178 | 382 | 509 | 1019 |
| 160 mm | 40 | 80 | 99 | 119 | 139 | 298 | 398 | 796 |
| 200 mm | 32 | 64 | 80 | 95 | 111 | 239 | 318 | 637 |
| 250 mm | 25 | 51 | 64 | 76 | 89 | 191 | 255 | 509 |
| 315 mm | 20 | 40 | 51 | 61 | 71 | 152 | 202 | 404 |
| Oppervlakteruwheid | |||||
| Ra | Rz ISO | Ra Inch | Ry | N | DIN 3141 |
| 0,025 | 0,4 | 1 | 0,63 | N1 | VVVV |
| 0,05 | 0,63 | 2 | 1 | N2 | VVVV |
| 0,1 | 1 | 4 | 1,6 | N3 | VVVV |
| 0,2 | 2,5 | 8 | 4 | N4 | VVV |
| 0,4 | 4 | 16 | 6,3 | N5 | VVV |
| 0,8 | 6,3 | 32 | 10 | N6 | VVV |
| 1,6 | 10 | 63 | 16 | N7 | VVV |
| 16 | 25 | ||||
| 3,2 | 16 | 125 | 25 | N8 | VV |
| 25 | 40 | ||||
| 6,3 | 25 | 250 | - | N9 | VV |
| 40 | |||||
| 63 | V | ||||
| 12,5 | 63 | 500 | - | N10 | V |
| 100 | |||||
| 25 | 100 | 1000 | - | N11 | V |
| 100 | |||||
| 50 | 250 | 2000 | - | N12 | V |
| Toleranties voor binnendiameter en buitendiameter van cirkelzaagbladen | |||
| Binnendiameter (mm) | Tolerantie H6 | Tolerantie H7 | Tolerantie H8 |
| 1 mm till 3 mm | +6
0 |
+10
0 |
+14
0 |
| 3 mm till 6 mm | +8
0 |
+12
0 |
+18
0 |
| 6 mm till 10 mm | +9
0 |
+15
0 |
+22
0 |
| 10 mm till 18 mm | +11
0 |
+18
0 |
+27
0 |
| 18 mm till 30 mm | +13
0 |
+21
0 |
+33
0 |
| 30 mm till 50 mm | +16
0 |
+25
0 |
+39
0 |
| 50 mm till 80 mm | +19
0 |
+30
0 |
+46
0 |
| 80 mm till 120 mm | +22
0 |
+35
0 |
+54
0 |
| 120 mm till 180 mm | +25
0 |
+40
0 |
+63
0 |
| Toleranties voor buitendiameter van zaagbladen | ||
| Buitendiameter (mm) | Tolerantie JS 15 | Tolerantie JS 16 |
| 1 mm till 3 mm | ± 0,2 | ± 0,3 |
| 3 mm till 6 mm | ± 0,24 | ± 0,375 |
| 6 mm till 10 mm | ± 0,29 | ± 0,45 |
| 10 mm till 18 mm | ± 0,35 | ± 0,505 |
| 18 mm till 30 mm | ± 0,42 | ± 0,65 |
| 30 mm till 50 mm | ± 0,5 | ± 0,8 |
| 50 mm till 80 mm | ± 0,6 | ± 0,95 |
| 80 mm till 120 mm | ± 0,7 | ± 1,1 |
| 120 mm till 180 mm | ± 0,8 | ± 1,25 |
| 180 mm till 250 mm | ± 0,925 | ± 1,45 |
| 250 mm till 315 mm | ± 1,05 | ± 1,6 |
| 315 mm till 400 mm | ± 1,15 | ± 1,8 |
| 400 mm till 500 mm | ± 1,25 | ± 2 |
|
Staalkwaliteit
|
C | Cr | W | V | Co | Mo | N | Nb |
|
Standaardprestaties HSS
|
||||||||
| P18 |
0,73-0,83 |
3,8-4,4 |
17,0-18,5 |
1,0-1,4 |
< 0,5 |
< 1,0 |
– | – |
| P9 |
0,85-0,95 |
3,8-4,4 |
8,5-9,5 |
2,3-2,7 |
< 0,5 |
< 1,0 |
– | – |
| P6M5 |
0,82-0,9 |
3,8-4,4 |
5,5-6,5 |
1,7-2,1 |
< 0,5 |
4,8-5,3 |
– | – |
|
11Р3АМ3Ф2
|
1,02-1,12 |
3,8-4,3 |
2,5-3,3 |
2,3-2,7 |
< 0,5 |
2,5-3,0 |
0,05-0,1 |
0,05-0,2 |
|
Higher Performance HSS
|
||||||||
|
Р6М5Ф3
|
0,95-1,05 |
3,8-4,3 |
5,7-6,7 |
2,3-2,7 |
< 0,5 |
4,8–5,3 |
– | – |
|
Р12Ф3
|
0,95-1,05 |
3,8-4,3 |
12-13 |
2,5-3 |
< 0,5 |
< 1,00 |
– | – |
|
Р18К5Ф2
|
0,85-0,95 |
3,8-4,4 |
17-18,5 |
1,8-2,2 |
4,7-5,2 |
< 1,00 |
– | – |
|
Р9К5
|
0,90-1 |
3,8-4,4 |
9-10 |
2,3-2,7 |
5-6 |
< 1,00 |
– | – |
|
Р6М5К5
|
0,84-0,92 |
3,8-4,3 |
5,7-6,7 |
1,7-2,1 |
4,7-5,2 |
4,8-5,3 |
– | – |
|
Het hoogste prestatieniveau van HSS |
||||||||
|
Р9М4К8
|
1,00-1,1 |
3,0-3,6 |
8,5-9,5 |
2,3-2,7 |
7,5-8,5 |
3,8-4,3 |
– | – |
|
Р2АМ9К5
|
1,0-1,1 | 3,8-4,4 | 1,5-2 | 1,7-2,1 | 4,7-5,2 | 8-9 | 0,05-0,10 | 0,1-0,3 |
|
В11М7К23*
|
0,05-0,15 | <0,5 | 10,5-12,5 | 0,4-0,8 | 22,5-24 | 7-8 | - | - |
|
В4М12К23*
|
0,05-0,15 | <0,5 | 3,8-4,4 | 0,4-0,8 | 22,5-24 | 12-12 | - | - |











































