


Kwaliteitswrijvingszaagbladen zijn altijd gemaakt van speciale staalsoorten die zijn ontworpen voor dergelijke gereedschappen. Vooral staalsoort 1.2235 chroom-vanadium en nikkelstaal, gehard en getemperd, worden gebruikt omdat dit zorgt voor superieure duurzaamheid tegen redelijke kosten. Het is op dit moment de beste keuze voor hete en wrijvingszaagbladen.
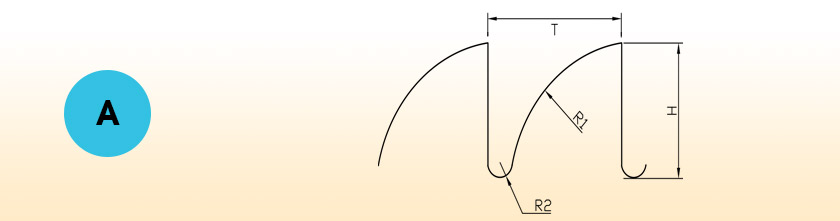
Tekening A: Wrijvingstandvorm A2, geschikt voor het wrijvingszagen van koolstofstaal met een snijtemperatuur lager dan 100°C. Maximale wanddikte van buis: 7 mm. Aanbevolen snijsnelheid: 80 - 150 m/minuut.
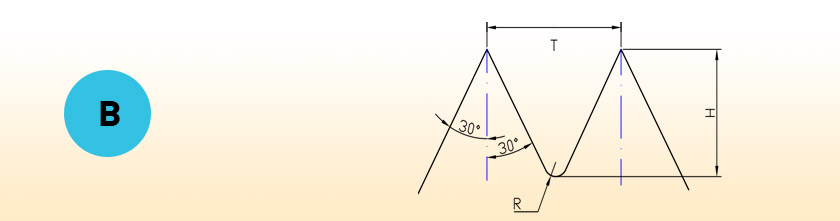
Tekening B: Wrijvingstandvorm ST voor hete snijtoepassingen op rollende billets, buizen en constructiestaal met een temperatuur boven 600°C.
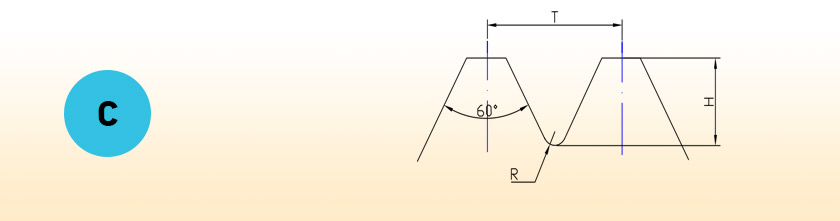
Tekening C: Wrijvingstandvorm ST met facet voor hete snijtoepassingen op rollende billets, buizen en stalen profielen met een materiaaltemperatuur boven 800°C.
Hot and Friction Saw Blades tot 2500 mm diameter zijn gereedschappen van hoge efficiëntie, gemaakt van goed bewezen staalplaten met een treksterkte van 850 tot 950 N/mm2. Wrijvingszaagbladen worden gebruikt voor het snijden van stalen buizen en profielen bij lage werkingstemperaturen, wat betekent bij materiaaltemperaturen tot 250° C. Ze zijn gemaakt van chroom-vanadium staal gemarkeerd (DIN 1.2235) en ze zijn warmtebehandeld om de optimale verhouding van taaiheid en hardheid te bereiken, die geschikt is voor het snijden van materiaal met een hoge omtreksnelheid. Het snijprincipe bestaat uit het smelten van materiaal op de snijplaats veroorzaakt door een speciaal soort tanden.
GSP - High Tech Saws, s.r.o. kan deze gereedschappen met een taps toelopende holle slijping vervaardigen. Keuze van flensdiameter, aantal tanden, centrale boring diameter, dikte, aantal en diameter van de aandrijfgaten is mogelijk. Hot en wrijvingszaagbladen worden gebruikt voor het snijden van platen - vierkante blokken - platen - buisprofielen. Hot zaagbladen worden gebruikt om metalen te snijden met een temperatuur boven 850° C. Bij het zagen van metalen onder een temperatuur van 250° C worden wrijvingszaagbladen gebruikt. Beide zaagmethoden zijn een wrijvingsnijden.
De wrijvingswarmte in de snijopening produceert temperaturen die het materiaal in een zachte, bijna plastische toestand brengen. Om vuil uit de tandholte te verwijderen, is een overvloedige of zware stroom koelvloeistof (bij voorkeur onder hoge druk) essentieel voor efficiënt snijden. De vereiste snijsnelheid is Vc=100-140 m/sec.
Afhankelijk van het te snijden materiaal wordt de bereikte voeding Vf=80-2000 mm/min. De tandgeometrie en tandsteek worden bepaald door de sectie en kwaliteit (analyse) van het te snijden materiaal en de zaagmachine. Warmtebehandeling van de zaagbladen met een treksterkte van 1200-1250 N/mm² (tot 1000 mm diameter) of harding van de tanden tot Rockwell C 58 (tot 2500 diameter) zorgt voor een langere levensduur van het zaagblad en meer sneden tussen het slijpen door.
Dit materiaal biedt de beste compromis tussen vermoeiingsweerstand, scheurweerstand en kosten. Staaltype 1.2604 Tungsten Molybdenum wordt ook gebruikt voor bepaalde toepassingen waar hogere vermoeiingsweerstand en verhoog de machinetijd cruciaal zijn. Vanwege de hoge kosten wordt 1.2604 Tungsten Molybdenum alleen overwogen als de andere soorten staal niet de vereiste prestaties laten zien. De zaagbladen worden gehard in gespecialiseerde warmtebehandeling (harden) centra voor zaagbladen en soortgelijke producten volgens de nieuwste technische mogelijkheden.
Kwalitatief hoogwaardige wrijvingszaagbladen zijn volledig gehard voor verbeterde duurzaamheid en voor betere service, aangezien er behalve het slijpen geen onderhoud nodig is. Alleen volledig geharde bladen zorgen voor superieure vlakheid, radiale en laterale uitloop en juiste spanning. De aanbevolen hardheid ligt in het bereik van 42 - 46 HRc, maar kan variëren afhankelijk van de toepassing en de voorkeur van de gebruiker. De tanden worden gefreesd in het volledige bladlichaam om de hoogste precisie te garanderen die vergelijkbaar is of zelfs beter is dan de kwaliteit van geslepen tanden. De vorm van de tanden is zodanig dat het verwijderen van vuil uit de tandholte wordt ondersteund. In de meeste gevallen worden de zaagbladen aan beide zijden hol geslepen om vastlopen van het blad tijdens gebruik te voorkomen en de vorming van scheuren te verminderen. Echter, parallel geslepen wrijvingszaagbladen tonen vaak even goede prestaties en zijn kostenefficiënter. De productie van wrijvingszaagbladen vereist strikte kwaliteitscontroles, aangezien hoge snijsnelheden en extreme belastingen geen afwijkingen van de productietoleranties toestaan om mogelijke rampzalige gevolgen te voorkomen.
Om de nodige stabiliteit tijdens het snijden te bereiken, ligt de aanbevolen diameter/dikte-verhouding in het bereik van 0,6 - 1,0% van de diameter; d.w.z. een blad van 500 mm moet een dikte hebben van ongeveer 3 - 5 mm. Het moet worden opgemerkt dat de dikte van het blad in combinatie met de dikte van het te snijden materiaal de vereiste kracht van de zaagmachines bepaalt. Als de machine te zwak is voor de toepassing of voor het gebruikte wrijvingszaagblad, dan zal het effect op de snijeigenschappen negatief zijn. De snijeigenschappen worden ook beïnvloed door de tandvorm en tandsteek. Hoewel er andere tandvormen worden gebruikt, is de meest gebruikte tand de "papegaaienbek" vorm, die een industriestandaard is geworden. De oploophoek moet altijd negatief zijn om a) de tandbelasting laag te houden om warmteoverdracht naar de tanden van het blad te minimaliseren, en b) het verwijderen van vuil/chips uit de tandhol te te ondersteunen.
Als de hoek 0° of zelfs positief is, wordt de ruimte voor spaanders in de tandholte beperkt en kunnen de voedingskrachten te hoog worden, waardoor scheuren kunnen ontstaan, meestal vanuit de holtes en ruwweg naar het midden van het blad. Een symmetrische driehoekige tandvorm (30°/30°) wordt ook vaak gebruikt. Deze tandvorm heeft een grote negatieve snijhoek en heeft het voordeel dat het blad in beide richtingen kan worden gebruikt. Het is moeilijk om aanbevelingen te doen met betrekking tot de tandsteek voor specifieke toepassingen. Over het algemeen werken 280 - 350 tanden goed voor bladen met een diameter van 400 mm tot 800 mm, wat overeenkomt met een tandsteek van 5 - 7 mm. De tandsteek en dus het aantal tanden voor een gegeven diameter wordt meestal bepaald door het aantal tanden dat tegelijkertijd actief moet zijn, d.w.z. in contact met het te snijden materiaal. Over het algemeen moeten 4 tot 8 tanden betrokken zijn bij de snede voor kleine en middelgrote secties en 8 tot 12 tanden voor grote secties. Te weinig tanden beperken de productiesnelheid en kunnen in sommige gevallen ongewenste trillingen veroorzaken.
Aan de andere kant kan een te groot aantal tanden de ruimte in de holte beperken met de mogelijke gevolgen die hierboven zijn genoemd. De hoogte van de tanden is ongeveer 90% van de tandsteek (d.w.z. een tandsteek van 6 mm komt overeen met een hoogte van ongeveer 5,4 mm). Wrijvingszaagbladen kunnen worden gebruikt met stationaire zaagmachines en met vliegende zaagmachines. Enkele van de belangrijkste toepassingen zijn het op lengte zagen van stalen buizen met verschillende wanddiktes en profielen van constructiestaal. Wrijvingszagen worden ook gebruikt door fabrikanten van stalen balken, roosters, hekdraden en vele andere toepassingen waarbij economische en snelle scheiding van materialen noodzakelijk is. Wrijvingszaagbladen zijn niet geschikt voor massieve stalen staven. Het correcte gebruik van wrijvingszaagbladen, zoals de naam al aangeeft, verschilt van de meeste andere soorten zagen. Wrijvingszaagbladen lopen, in tegenstelling tot koudsnijdende zaagbladen, op zeer hoge snelheid. De zaagmethode van een wrijvingszaagblad is hete wrijvingssnede. De wrijvingswarmte in het snijgebied produceert temperaturen die het materiaal in een zachte, bijna plastic toestand brengen. De vereiste snijsnelheid is Vc = 100-140 m/sec bij een bladsnelheid van ongeveer 3000-4000 tpm, afhankelijk van de diameter van het blad. Om efficiënt te snijden, is het essentieel om een overvloedige of zware stroom koelvloeistof (bij voorkeur onder hoge druk) te hebben om vuil uit de tandholte te verwijderen. Het verwijderen van vuil is cruciaal omdat de stroming van de spaanders van het blad wordt gestopt door hetzelfde vuil, waardoor de snede zichzelf afsluit en de wrijving en dus de warmte in het snijgebied verder verhoogt. De smeermiddelen die worden gebruikt, kunnen van elke aard zijn die geen negatieve invloed heeft op het te snijden materiaal. Om de spaanafvoer te verbeteren, worden speciale toevoegingen vaak toegepast om de smering te verbeteren en de neiging van de spaanders om aan het blad te kleven te verminderen.
Wrijvingzaagbladen voor het snijden van metaal - standaardafmetingen |
||||
| Diameter (mm) | Dikte (mm) | Centrale boring | Aantal tanden | Gewicht (kg) |
| 200 | 2,0 | 30 | 160 | 0,5 |
| 250 | 2,5 | 30 | 160 | 0,8 |
| 250 | 3,0 | 30 | 160 | 1,0 |
| 300 | 2,5 | 40 | 180 | 1,5 |
| 300 | 3,0 | 40 | 180 | 1,5 |
| 350 | 2,5 | 40 | 200 | 1,8 |
| 350 | 3,0 | 40 | 200 | 2,0 |
| 400 | 2,5 | 40 | 240 | 2,0 |
| 400 | 3,0 | 40 | 240 | 2,6 |
| 400 | 4,0 | 40 | 240 | 3,4 |
| 450 | 2,5 | 40 | 240 | 2,5 |
| 450 | 3,0 | 40 | 240 | 3,1 |
| 450 | 4,0 | 40 | 240 | 4,2 |
| 500 | 3,0 | 40 | 300 | 4,2 |
| 500 | 4,0 | 40 | 300 | 5,0 |
| 520 | 3,0 | 40 | 300 | 4,4 |
| 520 | 4,0 | 40 | 300 | 5,4 |
| 520 | 5,0 | 40 | 300 | 7,0 |
| 520 | 6,0 | 40 | 300 | 8,2 |
| 550 | 3,0 | 40 | 300 | 5,2 |
| 550 | 4,0 | 40 | 300 | 6,2 |
| 550 | 5,0 | 40 | 300 | 7,5 |
| 560 | 3,0 | 40 | 300 | 5,5 |
| 560 | 4,0 | 40 | 300 | 6,4 |
| 560 | 5,0 | 40 | 300 | 7,8 |
| 560 | 6,0 | 40 | 300 | 10,0 |
| 580 | 4,0 | 40 | 300 | 7,4 |
| 580 | 5,0 | 40 | 300 | 9,0 |
| 580 | 6,0 | 40 | 300 | 11,0 |
| 600 | 4,0 | 40 | 300 | 7,4 |
| 600 | 5,0 | 40 | 300 | 10,0 |
| 600 | 6,0 | 40 | 300 | 12,0 |
| 650 | 4,0 | 40 | 300 | 9,5 |
| 650 | 5,0 | 40 | 300 | 12,0 |
| 650 | 6,0 | 40 | 300 | 14,5 |
| 700 | 4,0 | 40 | 300 | 10,9 |
| 700 | 5,0 | 40 | 300 | 13,5 |
| 700 | 6,0 | 40 | 300 | 15,9 |
| 700 | 7,0 | 40 | 300 | 18,6 |
| 750 | 5,0 | 40 | 350 | 16,5 |
| 750 | 6,0 | 40 | 350 | 18,5 |
| 750 | 7,0 | 40 | 350 | 20,5 |
| 800 | 5,0 | 65 | 350 | 19,0 |
| 800 | 6,0 | 65 | 350 | 21,2 |
| 800 | 7,0 | 65 | 350 | 23,0 |
| 800 | 8,0 | 65 | 350 | 25,0 |
| 850 | 6,0 | 65 | 350 | 23,0 |
| 850 | 7,0 | 65 | 350 | 26,0 |
| 850 | 8,0 | 65 | 350 | 29,0 |
| 900 | 7,0 | 65 | 350 | 35,0 |
| 1000 | 7,0 | 65 | 350 | 38,0 |
| 1000 | 7,5 | 65 | 350 | 40,0 |
| 1000 | 8,0 | 65 | 350 | 43,0 |
| 1000 | 10,0 | 65 | 350 | 55,0 |
| Technische specificaties van wrijvingszaagbladen | |||
| Snijhoek | Hardheid | Omtreksnelheid | Tandvoeding |
| " | HRC | m/s | mm / tand |
| 0° | 46 - 48 | 90 - 110 | 0,003 - 0,005 |
Geachte klant, u heeft de mogelijkheid om een voorlopige aanvraag voor dit product te doen. In uw aanvraagwagen kunt u uw productvereisten specificeren volgens de tabel, of u kunt eventuele vragen voor de handelsvertegenwoordiger invullen. De handelsvertegenwoordiger neemt zo spoedig mogelijk contact met u op.












































{kind=link}